Isolatorer sprøytestøping maskiner representerer et kritisk fremskritt i produksjonen av elektriske komponenter, spesielt for produksjon av isolasjonsmaterialer av høy kvalitet som brukes i kraftoverføring, distribusjonssystemer og ulike elektriske applikasjoner. Disse spesialiserte maskinene kombinerer presisjonsteknikk med avansert polymerbehandlingsteknologi for å lage isolatorkomponenter som oppfyller strenge elektriske sikkerhetsstandarder og ytelseskrav. Utviklingen av disse maskinene har endret hvordan produsenter nærmer seg isolatorproduksjon, og muliggjør høyere produksjonsvolumer, forbedret konsistens og forbedrede materialegenskaper som er avgjørende for moderne elektrisk infrastruktur.
Den globale etterspørselen etter pålitelige elektriske isolatorer fortsetter å vokse etter hvert som strømnettet utvides og fornybare energisystemer vokser. Sprøytestøpingsteknologi har dukket opp som den foretrukne produksjonsmetoden på grunn av dens evne til å produsere komplekse geometrier med utmerket dimensjonsnøyaktighet og samtidig opprettholde de kritiske dielektriske egenskapene som kreves for elektrisk isolasjon. Å forstå egenskapene, utvalgskriteriene og driftshensynene til disse maskinene er avgjørende for produsenter som ønsker å optimalisere sine produksjonsprosesser og levere overlegne isolatorprodukter til markedet.
Forstå kjerneteknologien bak sprøytestøping av isolatorer
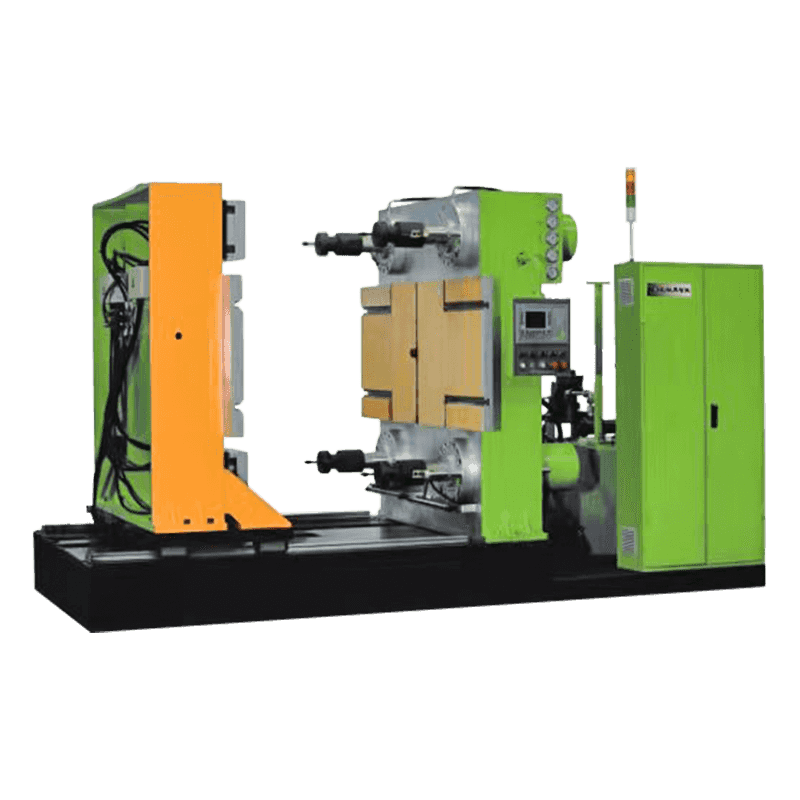
Isolatorer sprøytestøpemaskiner opererer etter grunnleggende prinsipper tilpasset spesielt for bearbeiding av termoplastiske og herdeplastiske materialer med utmerkede isolerende egenskaper. Prosessen begynner med at rå polymermaterialer, typisk epoksyharpikser, silikongummi, polyetylen eller andre spesialiserte forbindelser, mates inn i et oppvarmet fat hvor de smeltes og homogeniseres. Det smeltede materialet injiseres deretter under høyt trykk i presisjonskonstruerte former som definerer den endelige formen og dimensjonene til isolatorkomponenten.
Det som skiller isolatorer sprøytestøpemaskiner fra standard sprøytestøpeutstyr er deres spesialiserte konfigurasjon for håndtering av materialer med spesifikke elektriske og termiske egenskaper. Disse maskinene har presise temperaturkontrollsystemer som opprettholder optimale prosessforhold for isolerende polymerer, som ofte har smale prosessvinduer. Injeksjonsenhetene er designet for å håndtere materialer med varierende viskositet og kan inkludere funksjoner som vakuumavgassing for å eliminere luftlommer som kan kompromittere dielektrisk styrke.
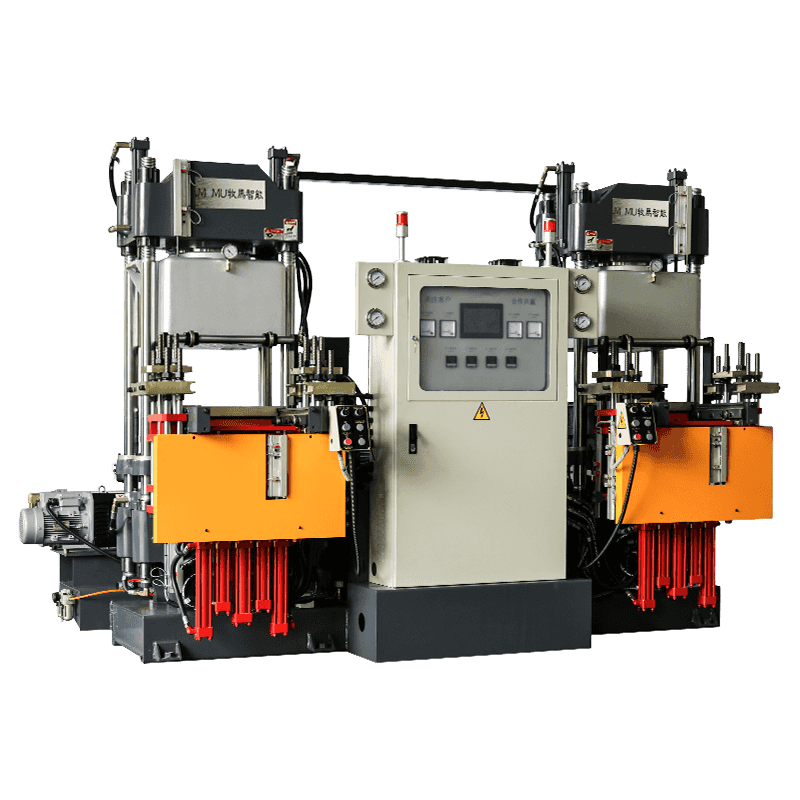
Klemmesystemet i disse maskinene må gi tilstrekkelig kraft til å holde støpeformer lukket under injeksjon samtidig som det tar hensyn til de termiske ekspansjonsegenskapene til isolasjonsmaterialer. Moderne maskiner har vanligvis servohydrauliske eller helelektriske drivsystemer som tilbyr presis kontroll over injeksjonshastighet, trykk og holdetid – parametere som direkte påvirker sluttproduktets elektriske egenskaper, mekaniske styrke og overflatefinish.
Nøkkelmaterialer behandlet i isolatorer sprøytestøping
Valg av passende isolasjonsmaterialer er grunnleggende for vellykket isolatorproduksjon. Ulike bruksområder krever materialer med spesifikke elektriske, mekaniske og miljømessige motstandsegenskaper. Å forstå disse materialene hjelper produsenter med å velge riktig maskinkonfigurasjon og prosessparametere.
| Materialtype | Primære applikasjoner | Nøkkelegenskaper |
| Epoksyharpikser | Høyspente isolatorer, foringer | Utmerket dielektrisk styrke, termisk stabilitet |
| Silikongummi | Utendørs isolatorer, kabeltilbehør | Værbestandighet, hydrofobitet, fleksibilitet |
| Polyetylen (PE) | Kabelisolasjon, lavspente komponenter | Lavt dielektrisk tap, fuktmotstand |
| BMC/DMC-forbindelser | Strømbryterdeler, bryterutstyr | Lysbuemotstand, dimensjonsstabilitet |
Hver materialkategori krever spesifikke maskinkonfigurasjoner og prosessparametere. Termoherdende materialer som epoksyharpikser og BMC-forbindelser krever maskiner med spesialisert skruedesign og varmeprofiler for å starte og kontrollere herdeprosessen i formen. Disse materialene kan ikke omsmeltes når de er herdet, noe som gjør prosesskontroll avgjørende for å minimere avfall og sikre jevn kvalitet. Omvendt tilbyr termoplastiske materialer som polyetylen reprosesseringsfleksibilitet, men krever presis kjølekontroll for å oppnå optimal krystallinitet og elektriske egenskaper.
Kritiske maskinspesifikasjoner og utvalgskriterier
Å velge riktig sprøytestøpemaskin for isolatorer krever nøye vurdering av flere tekniske spesifikasjoner som samsvarer med produksjonskrav og produktegenskaper. Klemkraften representerer en av de mest grunnleggende spesifikasjonene, typisk fra 50 til 2000 tonn for isolatorproduksjon. Denne parameteren må være tilstrekkelig til å motvirke injeksjonstrykket og forhindre separasjon av støpeform, noe som vil forårsake flammedannelse og dimensjonsunøyaktigheter. Den nødvendige klemkraften avhenger av det projiserte området til delen og injeksjonstrykket som trengs for å fylle komplekse geometrier.
Injeksjonskapasitet og skuddstørrelse bestemmer den maksimale mengden materiale som kan injiseres i en enkelt syklus. For isolatorproduksjon må denne spesifikasjonen ikke bare ta hensyn til delvolumet, men også for løpesystemet og eventuelt avfall. Maskiner velges vanligvis med 40-70 % skuddkapasitetsutnyttelse for å sikre konsistent plastisering og unngå materialnedbrytning fra overdreven oppholdstid i løpet.
Følgende faktorer er avgjørende når du vurderer maskinspesifikasjoner:
- Skruedesign og L/D-forhold som passer for det spesifikke isolasjonsmaterialet, med spesialiserte skruer for termoherdende forbindelser med reduserte kompresjonsforhold og tilbakeslagsventiler egnet for reaktive materialer
- Temperaturkontrollsoner med tilstrekkelig varme- og kjølekapasitet for å opprettholde nøyaktige termiske profiler, spesielt kritisk for materialer med smale prosessvinduer
- Injeksjonshastighet og trykkkontrollfunksjoner som tillater flertrinns injeksjonsprofiler for å optimere strømningsmønstre og minimere indre spenninger
- Formtemperaturkontrollsystemer som kan opprettholde konsistente temperaturer over store formoverflater, som ofte krever eksterne temperaturkontrollenheter med varme- og kjølemuligheter
- Sofistikert kontrollsystem med datalogging, prosessovervåking og kvalitetskontrollintegrasjon for å sikre sporbarhet og konsistent produksjon
Optimalisering av produksjonsprosesser for kvalitetsisolatorer
Å oppnå konsistent kvalitet i isolatorproduksjon krever grundig optimalisering av parametrene for sprøytestøping. Forholdet mellom prosessforhold og sluttproduktegenskaper er komplekst, med flere variabler som samhandler for å påvirke elektrisk ytelse, mekanisk styrke og dimensjonsnøyaktighet. Temperaturstyring står som kanskje den mest kritiske faktoren, og påvirker materialflytegenskaper, herdehastigheter for herdeplastmaterialer og krystalliseringsadferd i termoplast.
Fattemperaturprofiler må etableres nøye basert på det spesifikke materialet som behandles. For epoksybaserte isolatorer holdes temperaturen vanligvis mellom 80-120°C for å holde harpiksvæsken uten for tidlig herding. Støpetemperaturer for varmeherdende materialer er betydelig høyere, ofte 150-180°C, for å lette fullstendig herding innenfor akseptable syklustider. Disse høye formtemperaturene krever spesialiserte varmesystemer og isolasjon for å opprettholde termisk stabilitet og operatørsikkerhet.

Injeksjonshastighet og trykkoptimalisering
Injeksjonsfasen har en kritisk innvirkning på sluttproduktets indre struktur og overflatekvalitet. Høye injeksjonshastigheter kan forårsake jetting, flytemerker og overdreven skjæroppvarming, noe som kan degradere polymeren eller skape svake grensesnitt. Motsatt kan for langsom injeksjon resultere i ufullstendig fylling, spesielt i komplekse geometrier med tynne seksjoner eller lange strømningsbaner. Flertrinns injeksjonsprofiler lar produsenter balansere disse konkurrerende kravene, ved å bruke høyere hastigheter for bulkfylling etterfulgt av lavere hastigheter når formen nærmer seg ferdigstillelse.
Holdetrykk og tid sikrer tilstrekkelig pakking av formhulrommet ettersom materialet avkjøles og krymper. For isolatorer er riktig pakking avgjørende for å minimere tomrom og opprettholde dimensjonstoleranser. Holdetrykket varierer typisk fra 40-70 % av det maksimale injeksjonstrykket og opprettholdes til porten størkner, og forhindrer tilbakestrømning samtidig som volumetrisk krymping kompenseres.
Formdesignhensyn for elektriske isolatorer
Formen representerer en kritisk komponent i isolatorens sprøytestøpesystem, som direkte påvirker produktkvalitet, produksjonseffektivitet og produksjonskostnader. Isolatorformer må utformes med omhyggelig oppmerksomhet til elektriske krav, og inkludere funksjoner som fremmer jevn materialfordeling, minimerer spenningskonsentrasjoner og forenkler fullstendig fylling av komplekse geometrier som skur, ribber og monteringsutstyrsgrensesnitt.
Portdesign og plassering har betydelig innvirkning på sluttproduktets egenskaper. For isolatorer er porter vanligvis plassert for å sikre balansert fylling og minimere sveiselinjer i områder med høy belastning. Flere portsystemer kan brukes for store isolatorer for å redusere injeksjonstrykk og forbedre materialfordeling. Porttypen – enten kant, ubåt eller hot runner – må velges basert på materialegenskaper, delgeometri og estetiske krav.
Ventiling er spesielt kritisk for isolasjonsformer på grunn av de dielektriske kravene til sluttproduktet. Innestengt luft kan skape tomrom som konsentrerer elektrisk stress og fører til for tidlig feil. Tilstrekkelige ventilasjonskanaler, typisk 0,02-0,05 mm dype, må innlemmes ved strømningsavslutningspunkter og rundt kjernestifter, samtidig som de er grunne nok til å forhindre at materialet slår seg.
Kvalitetskontroll og teststandarder
Kvalitetssikring i produksjon av isolatorer strekker seg utover dimensjonsverifisering til å omfatte elektrisk testing og validering av materialegenskaper. Moderne sprøytestøpingsoperasjoner for isolatorer inkluderer in-line overvåkingssystemer som sporer kritiske prosessparametere i sanntid, og gir umiddelbar tilbakemelding på prosessstabilitet og muliggjør rask intervensjon når avvik oppstår.
Elektriske testprotokoller for støpte isolatorer inkluderer vanligvis dielektrisk styrketesting, som verifiserer materialets evne til å motstå spesifiserte spenningsnivåer uten sammenbrudd. Denne testen utføres på prøvedeler fra hver produksjonsbatch ved bruk av kalibrert høyspenttestutstyr. Ytterligere elektriske tester kan inkludere overflate- og volumresistivitetsmålinger, evaluering av sporingsmotstand og testing av delvis utladning for høyspenningsapplikasjoner.
Mekanisk egenskapstesting sikrer at isolatorer tåler installasjonspåkjenninger og servicebelastninger. Vanlige tester inkluderer målinger av strekkstyrke, bøyestyrke og slagfasthet. Miljøtesting simulerer aldringseffekter gjennom akselerert forvitring, termisk syklus og eksponering for kjemikalier eller UV-stråling, og validerer isolatorens langsiktige ytelsespålitelighet.
Vedlikehold og operasjonelle beste praksis
Å opprettholde sprøytestøpemaskiner for isolatorer i optimal stand krever systematiske forebyggende vedlikeholdsprogrammer som tar for seg både mekaniske og termiske systemer. Regelmessig inspeksjon og service forhindrer uventet nedetid og sikrer konsistent produktkvalitet. Hydrauliske systemer krever periodiske oljeskift, filterbytte og trykktesting for å opprettholde responsiv kontroll og forhindre forurensning. Servoelektriske maskiner trenger regelmessig inspeksjon av kuleskruer, lineære føringer og elektriske komponenter for å sikre presisjon og pålitelighet.
Tønnen og skrueenheten krever spesiell oppmerksomhet på grunn av deres eksponering for høye temperaturer og slipende fyllstoffer som er vanlige i isolasjonsmasser. Regelmessig inspeksjon for slitasjemønstre, riktige renseprosedyrer mellom materialbytte og rettidig utskifting av slitte komponenter forhindrer kvalitetsproblemer og materialforurensning. Temperatursensorer og varmeelementer bør kalibreres med jevne mellomrom for å sikre nøyaktig termisk kontroll.
Operatøropplæring representerer et ofte undervurdert aspekt ved vellykket isolatorproduksjon. Godt trent personell kan identifisere tidlige advarselstegn på prosessavvik, reagere hensiktsmessig på kvalitetsproblemer og optimalisere maskininnstillinger for nye produkter eller materialer. Omfattende opplæringsprogrammer bør dekke maskindrift, sikkerhetsprotokoller, materialhåndtering, kvalitetsinspeksjonsprosedyrer og grunnleggende feilsøkingsteknikker. Dokumentasjon av prosessparametere, vedlikeholdsaktiviteter og kvalitetsmålinger muliggjør kontinuerlig forbedring og gir verdifulle data for prosessoptimalisering og problemløsning.