Hva er en flytende silikonformklemmemaskin og hvorfor betyr det noe?
A klemmemaskin for flytende silikonform - ofte referert til som en LSR (Liquid Silicone Rubber) sprøytestøpemaskin med integrert klemmesystem - er et spesialisert produksjonsutstyr designet for å behandle to-komponent flytende silikongummi til presisjonsstøpte deler. I motsetning til konvensjonelle termoplastiske sprøytestøpemaskiner, må LSR-maskiner håndtere et materiale som kaldmates inn i et oppvarmet formhulrom, hvor det gjennomgår en vulkaniserings- (herde)reaksjon i stedet for en kjølebasert størkning. Klemmeenheten spiller en kritisk rolle i denne prosessen ved å opprettholde presis, konsistent formlukkekraft gjennom injeksjons-, fyllings- og herdesykluser - forhindrer flammer, sikrer dimensjonsnøyaktighet og beskytter formen mot skade forårsaket av internt injeksjonstrykk.
Betydningen av klemsystemet forsterkes i flytende silikonbehandling fordi LSR har en ekstremt lav viskositet sammenlignet med termoplast - ofte i området 100 000 til 300 000 mPa·s før herding. Denne lave viskositeten betyr at materialet flyter lett inn i de minste hullene mellom formskilleoverflatene, noe som gjør selv mindre klemkraftmangler umiddelbart synlige som flashdefekter på delens overflate. En riktig spesifisert og kalibrert klemmemaskin eliminerer denne risikoen samtidig som den muliggjør verktøykonfigurasjoner med høyt hulrom som maksimerer produksjonseffektiviteten.
Kjernekomponenter og hvordan klemsystemet fungerer
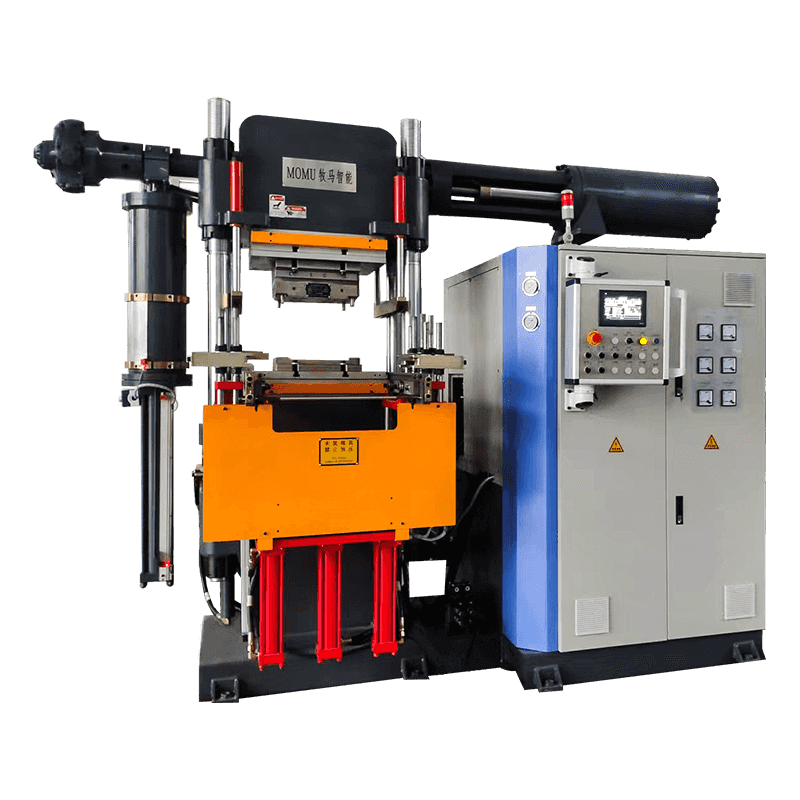
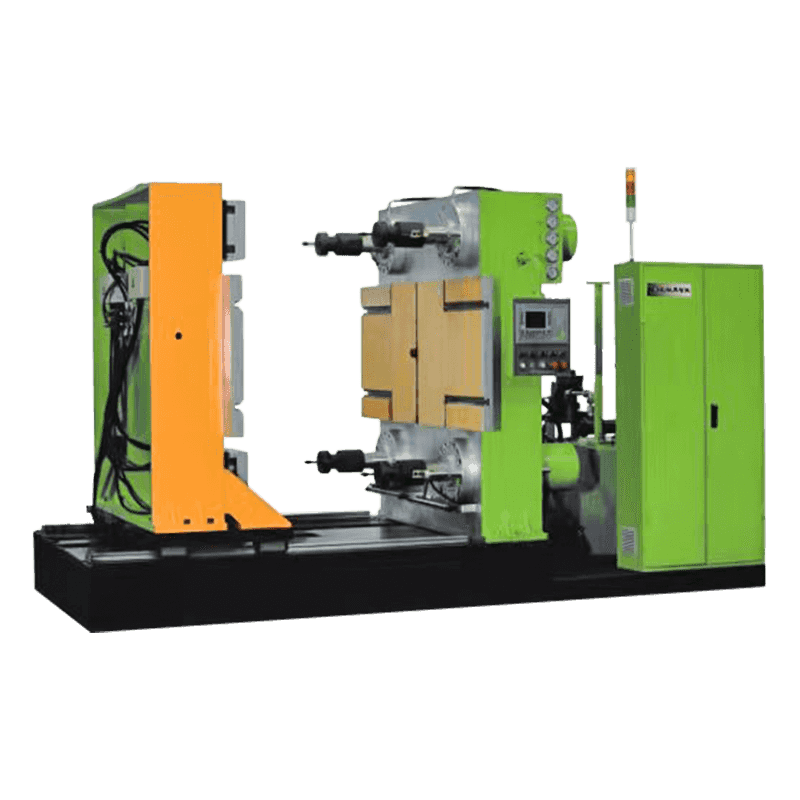
Å forstå arkitekturen til en flytende silikonformklemmemaskin hjelper produsenter med å ta informerte kjøps- og driftsbeslutninger. Maskinen er sammensatt av to integrerte undersystemer: injeksjonsenheten, som måler, blander og injiserer tokomponent-LSR, og klemenheten, som åpner, lukker og låser formen under kontrollert kraft. For bruk i flytende silikon må begge delsystemene oppfylle standarder som er betydelig mer krevende enn standard termoplastmaskiner.
Klemmeenheten
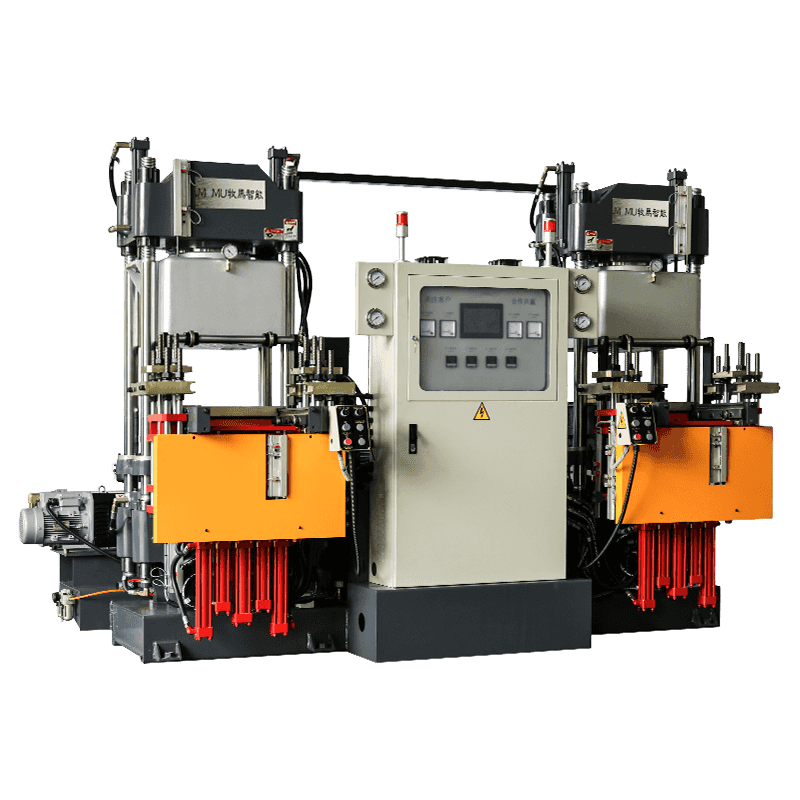
Klemenheten består av en stasjonær stempel, en bevegelig stempel, strekkstenger (eller en ramme uten strekkstang i noen design) og klemaktuatoren - som kan være hydraulisk, vekslemekanisk eller servoelektrisk avhengig av maskindesign. Den bevegelige platen beveger seg langs strekkstengene eller rammeføringene for å åpne og lukke formen. Når formen er helt lukket, bruker klemaktuatoren den nominelle klemkraften - målt i kilonewton (kN) eller tonn - for å låse formhalvdelene sammen mot injeksjonstrykket som virker for å tvinge dem fra hverandre under materialfylling.
For LSR-behandling må klemenheten også romme en oppvarmet form (vanligvis holdt på 170–220 °C) mens injeksjonssystemet forblir kaldt (5–15 °C). Denne termiske kontrasten betyr at maskinrammen og platedesignen må ta hensyn til differensiell termisk ekspansjon for å opprettholde parallellitet og konsistent fordeling av klemkraft over formflaten – kritisk for å oppnå ensartede blitzfrie deler i verktøy med flere hulrom.
Injeksjons- og måleenheten
Injeksjonsenheten for LSR-maskiner er fundamentalt forskjellig fra termoplastenheter. Den består av et to-komponent pumpe- og målesystem - typisk et 1:1 volumetrisk forhold mellom komponent A (grunnpolymeren) og komponent B (tverrbinderen/katalysatoren) - kombinert i en statisk eller dynamisk blander før den går inn i den kalde tønnen og injeksjonsskruen. Pigmentdoseringssystemer kan integreres inline for fargede LSR-deler. Injeksjonsskruen er avkjølt for å forhindre for tidlig vulkanisering i løpet, og munnstykket har en nåleavstengningsventil for å forhindre sikling mellom skuddene.
Nøkkel tekniske spesifikasjoner å vurdere når du velger en maskin
Å velge en flytende silikonformklemmemaskin krever nøye evaluering av flere gjensidig avhengige tekniske parametere. Underdimensjonering av en enkelt spesifikasjon i forhold til verktøy- og produksjonskravene dine kan føre til vedvarende kvalitetsproblemer eller maskinskade. Følgende tabell oppsummerer de mest kritiske spesifikasjonene og deres praktiske betydning:
| Spesifikasjon | Typisk rekkevidde | Hvorfor det betyr noe |
| Klemkraft | 50 – 4.000 kN | Må overskride projisert hulromstrykk for å forhindre blink |
| Platestørrelse | 200×200 mm – 1000×1000 mm | Bestemmer maksimale formbunndimensjoner |
| Dagslys åpning | 200 – 800 mm | Må romme formhøyde pluss avstøpningsslag |
| Injeksjonsvolum | 2 – 3000 cm³ | Må matche total skuddvekt inkludert løpere |
| Målingsnøyaktighet | ±0,5 % eller bedre | Sikrer konsistent A:B-forhold og jevn herding |
| Muggtemperaturkontroll | Opptil 250°C | Kontrollerer herdehastighet og delkvalitet |
| Tønne/dysetemperatur | 5 – 20°C (avkjølt) | Forhindrer for tidlig vulkanisering i fôrsystemet |
| Klemmende drivtype | Hydraulisk / Toggle / Servo-elektrisk | Påvirker presisjon, energibruk og vedlikeholdskrav |
Hydraulisk vs. veksle vs. helelektrisk klemme: Velge riktig stasjon
Valget av klemmedriftstype er en av de mest konsekvensbeslutninger når man spesifiserer en klemmaskin for flytende silikonform. Hver drivteknologi tilbyr et distinkt sett av avveininger når det gjelder kraftkonsistens, energieffektivitet, presisjon og vedlikeholdskrav - som alle har betydelige implikasjoner for LSR-behandling spesifikt.
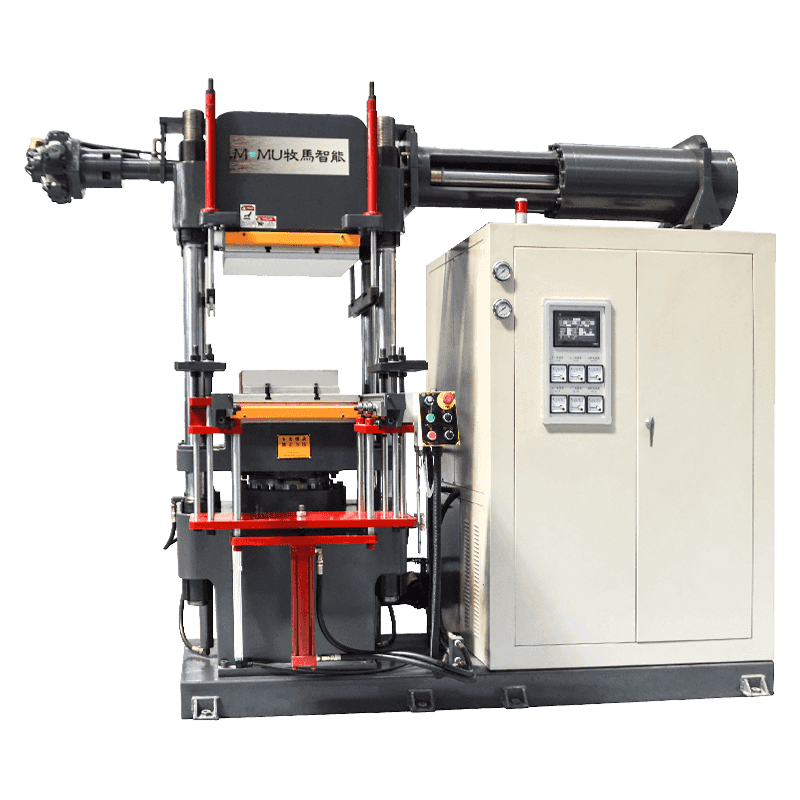
Hydraulisk klemme
Hydrauliske klemmesystemer bruker trykksatt olje for å aktivere klemsylinderen direkte. De tilbyr høye klemkrefter i kompakte maskinrammer, noe som gjør dem godt egnet for LSR-maskiner med store tonnasjer som produserer store deler som biltetninger, pakninger eller store medisinske utstyrshus. Hydrauliske systemer gir jevn, kontinuerlig kraftpåføring og er relativt tolerante for feiljustering av mugg. Imidlertid bruker de energi kontinuerlig for å opprettholde hydraulisk trykk, generere varme som må håndteres, og krever regelmessig vedlikehold av hydraulikkvæske og tetningsinspeksjoner for å forhindre kontaminering - en bekymring i renroms LSR-produksjon for medisinske eller matkontaktapplikasjoner.
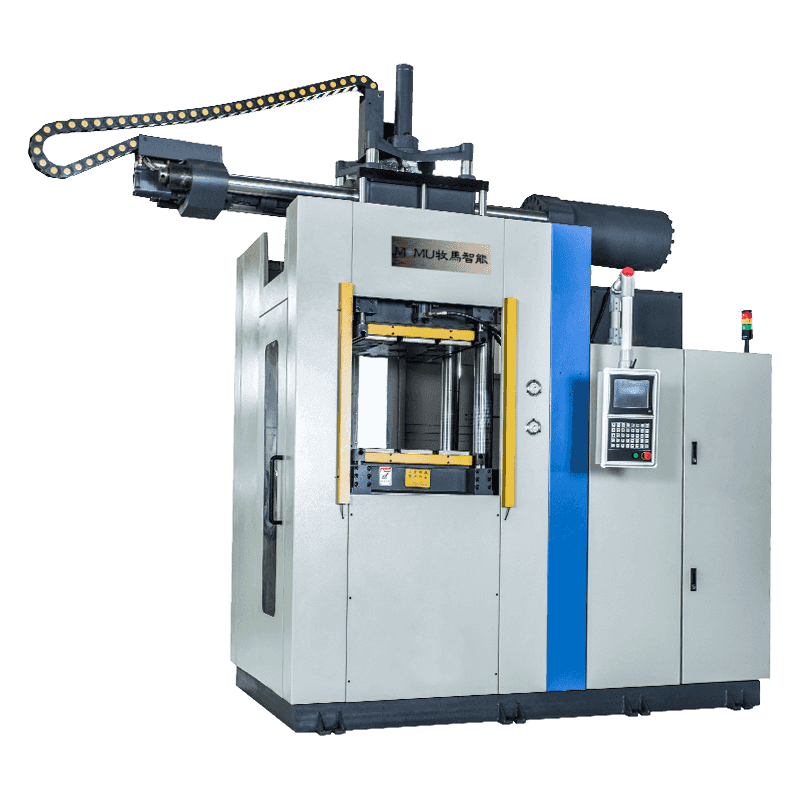
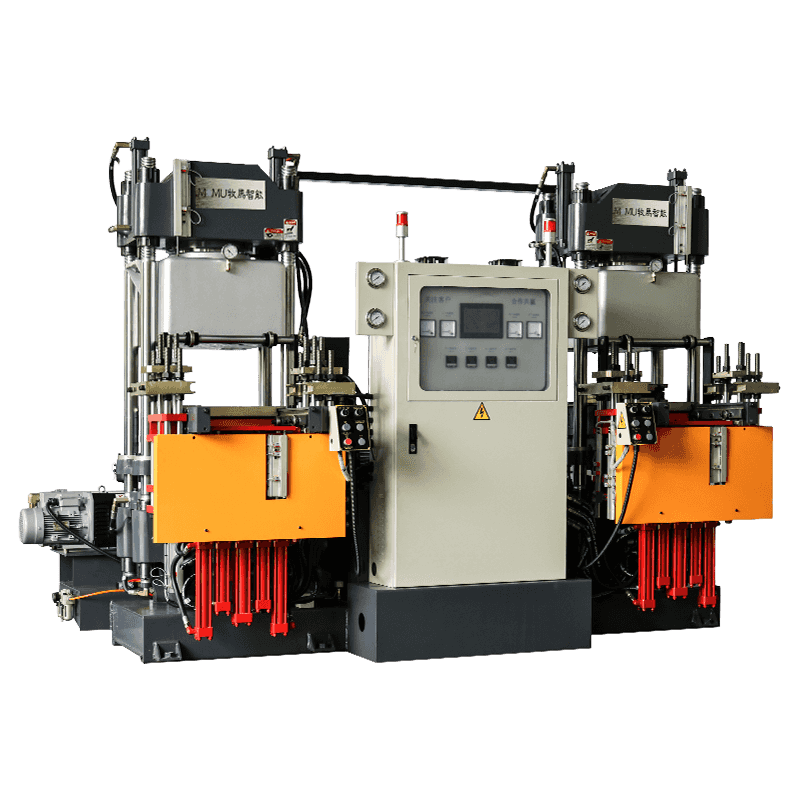
Veksle klemme
Vippemekanismer bruker et mekanisk koblingssystem drevet av en hydraulisk eller servoaktuator for å multiplisere kraften geometrisk når vippebryterne nærmer seg sin helt utstrakte (låste) posisjon. Denne utformingen gir svært høy klemkraft ved slutten av slaget med relativt lav aktuatorkraft, noe som gjør den energieffektiv for høysyklusapplikasjoner. Toggle-maskiner er mye brukt i middels til stor LSR-produksjon og tilbyr raske tørkesyklustider. Den primære begrensningen er at klemkraften er følsom for formhøyden - justeringer må gjøres nøyaktig når formene skiftes for å sikre at bryteren når full forlengelse ved riktig formlukkepunkt, noe som krever nøye oppsettsprosedyrer.
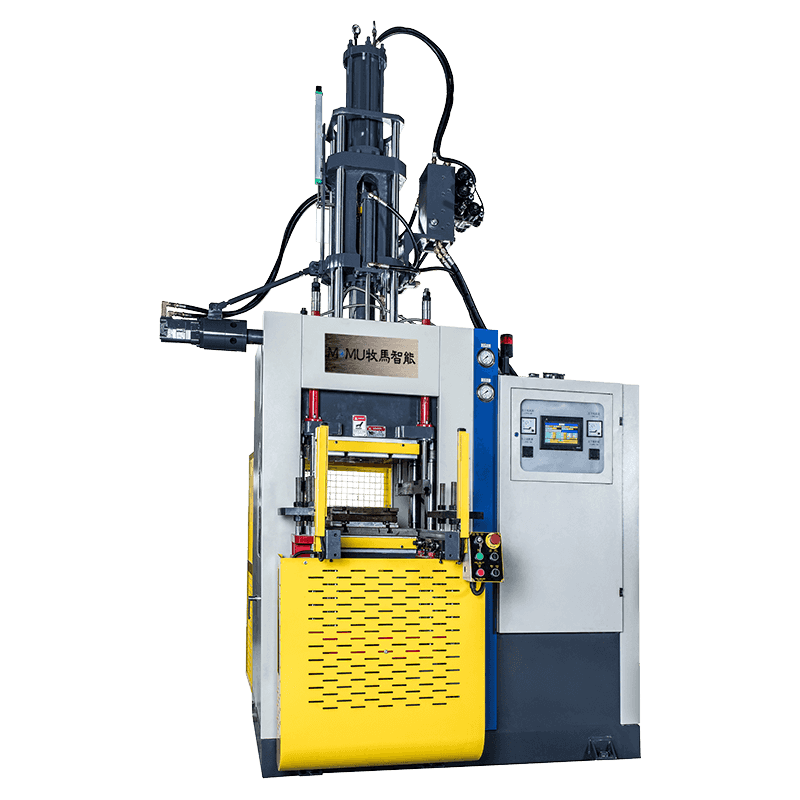
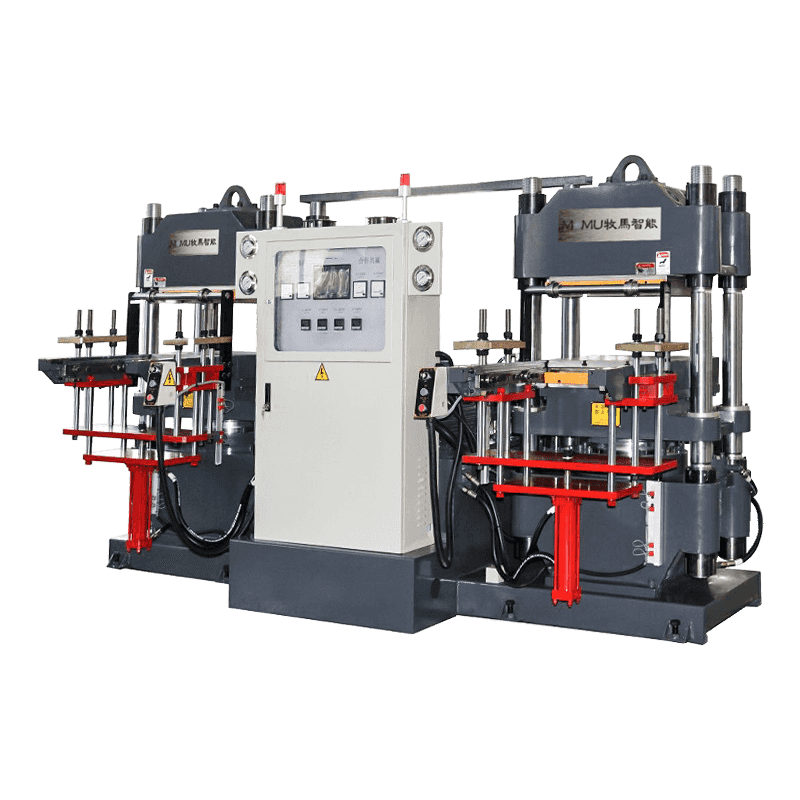
Helelektrisk (Servoelektrisk) klemme
Helelektriske klemmaskiner bruker servomotorer som driver kuleskruemekanismer for å åpne, lukke og bruke klemkraft. Denne teknologien leverer de høyeste nivåene av repeterbarhet og posisjonspresisjon – kritisk for LSR-deler med tett toleranse som brukes i medisinsk utstyr, optiske komponenter og mikrostøpingsapplikasjoner. Helelektriske maskiner bruker energi bare når de er i bevegelse, genererer ingen hydraulisk varme og produserer ingen risiko for oljeforurensning, noe som gjør dem til det foretrukne valget for renromsmiljøer i ISO klasse. Deres høyere opprinnelige kjøpspris oppveies vanligvis over tid gjennom lavere driftskostnader, redusert vedlikehold og overlegen prosesskonsistens.

Bransjer og applikasjoner som er avhengige av LSR-klemmemaskiner
Klemmemaskiner for flytende silikonform betjener et bemerkelsesverdig mangfoldig spekter av industrier, drevet av LSRs unike kombinasjon av biokompatibilitet, termisk stabilitet, elektrisk isolasjon og holdbarhet. Å forstå hvilke bransjer som er mest avhengige av denne teknologien hjelper til med å kontekstualisere maskinytelseskravene som betyr mest i hver sektor.
- Medisinsk utstyr og helsetjenester: LSR er FDA-kompatibel, autoklaverbar og biokompatibel, noe som gjør den uunnværlig for produksjon av åndedrettsmasker, kateterkomponenter, ventilmembraner, sprøyteforseglinger, øretupper for høreapparater og kirurgiske instrumentgrep. Maskiner som brukes i denne sektoren må oppfylle standarder for renromskompatibilitet og gi full sporbarhet av prosessparametere.
- Bil: Tetningssystemer, tennpluggsko, koblingspakninger og sensorhus laget av LSR krever høyvolumproduksjon med stramme dimensjonstoleranser. Multi-cavity hot runner-verktøy som kjører på klemmaskiner med store tonnasjer, er standard i bilindustriens tier-1-leverandøranlegg.
- Baby- og spedbarnsprodukter: Flaskenipler, smokker, tannringer og fôringstilbehør er produsert av matkvalitets LSR på maskiner som er validert for å oppfylle sikkerhetsstandarder som FDA 21 CFR og EU 10/2011 for materialer i kontakt med mat.
- Forbrukerelektronikk: Vanntette forseglinger for smarttelefoner, smartklokker og ørepropper; tastatur bytte membran; og hudkontaktkomponenter til bærbare enheter produseres i økende grad av LSR på grunn av dets holdbarhet og taktile egenskaper.
- Industriell tetning og væskekontroll: O-ringer, membraner og tilpassede pakninger for pumper, ventiler og kjemisk prosessutstyr drar nytte av LSRs motstand mot ekstreme temperaturer (-60°C til 230°C), UV-stråling og aggressive kjemikalier.
Prosessparametere som direkte påvirker klemmeytelse og delkvalitet
Selv den mest presist spesifiserte klemmaskinen for flytende silikonform vil produsere defekte deler hvis prosessparametrene ikke er korrekt etablert og vedlikeholdt. LSR-støping er følsom for en klynge av sammenhengende variabler som operatører og prosessingeniører må overvåke og optimalisere kontinuerlig.
- Klemkraft vs. projisert hulromsareal: Beregn den nødvendige klemkraften ved å multiplisere det totale projiserte arealet av alle hulrom og løpere (i cm²) med gjennomsnittlig injeksjonstrykk (i kN/cm²). Bruk en sikkerhetsfaktor på 1,2–1,5 for å ta høyde for trykktopper under fylling. Utilstrekkelig klemkraft resulterer i blink; overdreven kraft kan skade moldskilleoverflater over tid.
- Ensartethet i formtemperatur: Ujevn formoppvarming fører til variable herdehastigheter over hulrommet, og produserer deler med inkonsekvent hardhet, overflatefinish eller dimensjonsnøyaktighet. Valider temperaturensartethet over formflaten ved hjelp av termisk bildebehandling før du forplikter deg til produksjon.
- Injeksjonshastighet og trykk: LSRs lave viskositet betyr at den fyller hulrom raskt. Injeksjonshastigheten må kontrolleres for å unngå luftinnfanging og strålefeil, spesielt i tynnveggede eller komplekse geometriske deler. Programmerbare flertrinns injeksjonsprofiler gjør at hastigheten kan reduseres ved kritiske fyllingsoverganger.
- Optimalisering av herdetid: Herdetid er en funksjon av formtemperatur, delveggtykkelse og den spesifikke LSR-klassens aktiveringsenergi. Underherding etterlater deler klebrige og mekanisk svake; overherding sløser med syklustid og kan forårsake termisk nedbrytning i tynne seksjoner. Bruk herdetidsstudier med durometermålinger for å etablere minimum effektive herdetid for hver verktøy- og materialkombinasjon.
- Vakuumventilasjon: Mange LSR-former er utstyrt med vakuumsystemer som evakuerer luft fra hulrommet rett før injeksjon. Dette er spesielt viktig for små hulrom, blindlommer eller deler med strenge kosmetiske krav, da innestengt luft forårsaker tomrom, korte skudd og overflateporøsitet som klemkraft alene ikke kan forhindre.
Vedlikehold og lang levetid: Beskytt din maskininvestering
En klemmaskin for flytende silikonform representerer en betydelig kapitalinvestering - maskiner på startnivå starter rundt $80 000, mens fullt utstyrte helelektriske systemer med flerkomponentmåling og renromsintegrasjon kan overstige $500 000. Implementering av et disiplinert forebyggende vedlikeholdsprogram er avgjørende for å beskytte denne investeringen, minimere uplanlagt nedetid og opprettholde produksjonskvaliteten over maskinens levetid.
- Daglig rensing av doserings- og blandesystemet: På slutten av hvert produksjonsskift, tøm blanderen, det statiske blandeelementet og dysen for å forhindre at LSR herder inne i matesystemet. Herdet silikonblokkeringer i statiske blandere er en ledende årsak til uplanlagt nedetid og kan kreve kostbar demontering og rengjøring.
- Parallellitetskontroller for slipsstang og plate: Mål plateparallelliteten med jevne mellomrom ved hjelp av måleskiver. Tap av parallellitet – forårsaket av slitasje på strekkstangen, ujevn klemmebelastning eller termiske effekter – fører til uensartede blinkmønstre på tvers av verktøy med flere hulrom og kan feildiagnostiseres som et verktøyproblem hvis maskingeometrien ikke er verifisert først.
- Inspeksjon av fat og dysekjølesystem: Kontroller at kjølt vannstrøm gjennom tønnekjølekappen forblir innenfor spesifiserte parametere. Tap av kjølekapasitet gjør at LSR kan begynne å vulkanisere i matesonen, noe som forårsaker uregelmessige skuddvekter og skruemomenttopper som kan skade drivkomponenter.
- Kalibrering av servodrift og koder: For helelektriske maskiner, verifiser nøyaktigheten av servomotorkoderens tilbakemelding og kuleskruens forhåndsbelastning ved planlagte intervaller. Encoderdrift eller kuleskrueslitasje introduserer posisjonsfeil i påføring av klemkraft som kanskje ikke er umiddelbart synlige i delkvalitet, men vil akkumulere til betydelige defekter over tid.
For produsenter som er forpliktet til presisjon, konsistens og skalerbarhet i produksjon av flytende silikongummi, er investering i riktig flytende silikonformklemmemaskin – riktig spesifisert, korrekt installert og strengt vedlikeholdt – den eneste beslutningen med størst innflytelse når det gjelder å etablere en konkurransedyktig LSR-støpeoperasjon som er i stand til å møte de strenge standardene til dagens medisinske, bil- og forbrukerprodukter.