Hva er en vakuumgummivulkaniseringsmaskin?
A vakuumgummi vulkaniseringsmaskin er en spesialisert industripresse som herder rå eller uherdet gummiblandinger under en kombinasjon av kontrollerte varme-, trykk- og vakuumforhold. Begrepet "vulkanisering" refererer til den kjemiske tverrbindingsprosessen som forvandler myk, smidig gummi til et slitesterkt, elastisk og dimensjonsstabilt materiale. I standard vulkaniseringspresser driver varme og trykk alene herdereaksjonen. I vakuumvulkaniseringsmaskiner fjerner tilsetningen av et forseglet vakuummiljø innestengt luft, fuktighet og flyktige gasser fra gummimassen før og under herding - noe som resulterer i et betydelig tettere, mer jevnt og defektfritt ferdig produkt.
Vakuumfunksjonen er ikke bare en tilleggsfunksjon; det endrer fundamentalt kvalitetsresultatene som kan oppnås i gummiproduksjon. Luftlommer og fuktinneslutninger er blant de vanligste kildene til porøsitet, blemmedannelse og strukturell svakhet i vulkaniserte gummideler. Ved å evakuere formhulen til et vakuumnivå typisk mellom -0,08 MPa og -0,1 MPa før påføring av fullt støpetrykk, eliminerer maskinen disse defektene ved kilden. Resultatet er gummiprodukter med overlegen overflatefinish, jevn indre tetthet og forbedret mekanisk ytelse - egenskaper som er kritiske i presisjonsindustrier, inkludert biltetting, medisinsk utstyr, luftfartskomponenter og høyytelses fottøysåler.
Vulkaniseringsprosessen: Hva skjer inne i maskinen
Å forstå sekvensen av operasjoner inne i en vakuumgummivulkaniseringsmaskin klargjør hvorfor vakuumintegrasjon forbedrer utskriftskvaliteten så betydelig. Prosessen utfolder seg i flere forskjellige stadier som maskinen kontrollerer automatisk gjennom en programmerbar logikkkontroller (PLC) eller berøringsskjermgrensesnitt.
Syklusen begynner med formpreparering og lasting. Operatøren plasserer den uherdede gummiblandingen - i form av forhåndsveide emner, ark eller preformer - i det oppvarmede formhulrommet. Formen lukkes delvis, og vakuumpumpen aktiveres, og trekker luft og gjenværende fuktighet ut av formhulen gjennom integrerte vakuumkanaler. Når målvakuumnivået er oppnådd og holdt i en innstilt oppholdstid, typisk 15 til 60 sekunder, lukkes pressen helt for å påføre støpetrykk. Kombinasjonen av varme som ledes gjennom de oppvarmede platene, det påførte trykket og fraværet av innestengte gasser driver deretter tverrbindingsreaksjonen jevnt gjennom gummimassen. Etter at den programmerte herdetiden har gått - som varierer fra ett til tretti minutter avhengig av gummiblandingstype og deltykkelse - åpnes pressen, vakuum frigjøres og den herdede delen fjernes.
Presisjonen av temperaturkontroll er like viktig. Moderne vakuumvulkaniseringsmaskiner opprettholder platetemperaturer innenfor ±1°C til ±2°C over hele formoverflaten ved hjelp av elektriske motstandsvarmeelementer eller dampoppvarmede plater, kombinert med innebygde temperatursensorer og PID-kontrollere med lukket sløyfe. Denne jevnheten sikrer konsistent herding gjennom hele produktet, og eliminerer risikoen for underherdede sentre eller overherdede overflater som kan oppstå når temperaturgradienter eksisterer over formen.

Kjernekomponenter og deres funksjoner
Ytelsen til en vakuumgummivulkaniseringsmaskin avhenger av kvaliteten og integreringen av dens sentrale strukturelle og funksjonelle komponenter. Hvert element spiller en definert rolle for å oppnå konsistent, defektfri vulkanisering.
Oppvarmede plater
Platene er de flate, stive platene som formen komprimeres mellom. I vakuumvulkaniseringsmaskiner er platen produsert av høyverdig stål med innebygde varmeelementer eller interne kanaler for dampsirkulasjon. Flathetstoleranse er kritisk - en plate med ujevn overflatekontakt vil gi ujevn trykkfordeling over formen, noe som fører til tykkelsesvariasjoner og ufullstendig herding i lavtrykkssoner. Premium-maskiner spesifiserer platens flathet innenfor 0,05 mm over arbeidsflaten og bruker flerpunkts temperaturføling for å oppdage og kompensere for termisk ujevnhet.
Vakuumsystem
Vakuumsystemet består av en vakuumpumpe - typisk en roterende vinge eller tørrskruetype - koblet til formhulen gjennom en forseglet krets inkludert vakuumledninger, en vakuumbuffertank, magnetventiler og vakuummålere. Buffertanken lagrer forhånds-evakuert volum slik at formhulen kan bringes til målvakuumnivået raskt uten å overbelaste pumpen. Vakuumforseglingen av formgrensesnittet oppnås gjennom perifere pakninger eller O-ringkanaler maskinert inn i formskillelinjen. Integriteten til dette tetningssystemet er grunnleggende - enhver lekkasje reduserer det oppnåelige vakuumnivået og kompromitterer luftfjerningseffektiviteten.
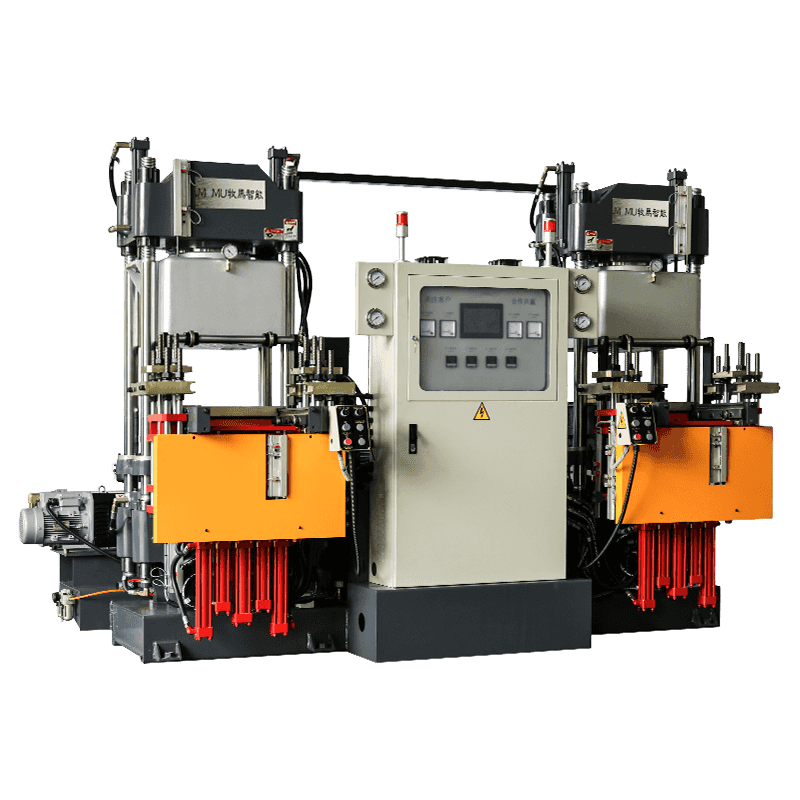
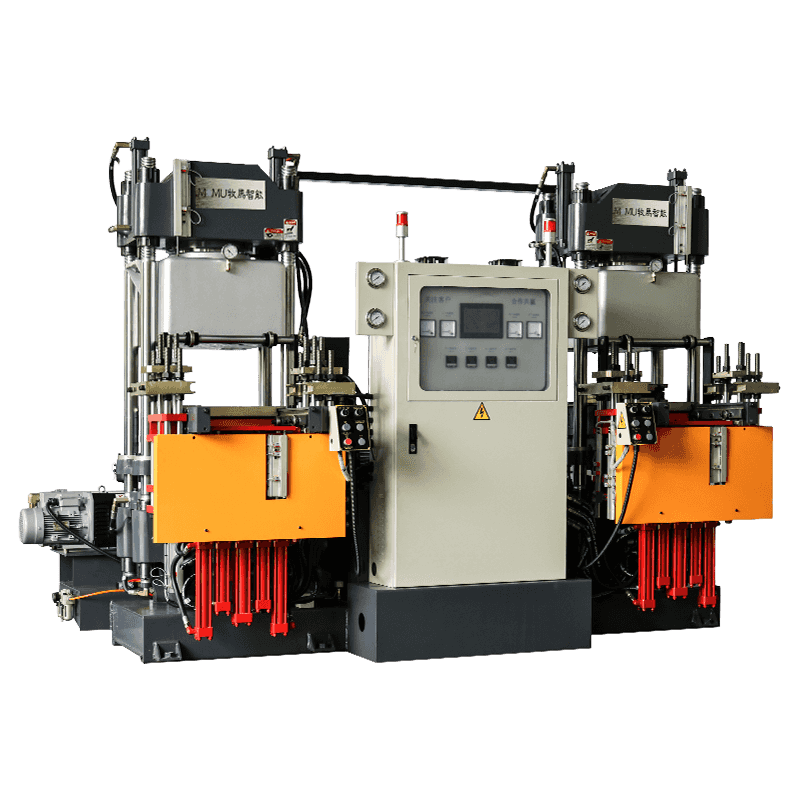
Hydraulisk eller mekanisk klemmesystem
Klemkraften som holder formen lukket under vulkanisering genereres enten av et hydraulisk sylindersystem eller, i mindre maskiner, av mekaniske vippemekanismer. Hydrauliske systemer tilbyr mer presis og programmerbar trykkkontroll og er standard i produksjonsklasse vakuumvulkaniseringsmaskiner. Klemkreftene varierer fra så lave som 50 kN i laboratorie- eller smådelermaskiner til over 10 000 kN i store industripresser for bil- eller industrielle gummiprodukter. Nøyaktig trykkkontroll er avgjørende fordi både undertrykk og overtrykk produserer defekte deler - blink, dimensjonsunøyaktighet eller spenningsindusert sprekkdannelse.
PLS kontrollsystem
Moderne vakuumvulkaniseringsmaskiner er utstyrt med programmerbare logiske kontrollere og berøringsskjerm-menneske-maskin-grensesnitt (HMI) som lar operatører lagre, tilbakekalle og overvåke herdeprogrammer for forskjellige gummiblandinger og formkonfigurasjoner. Et typisk program lagrer måltemperatur, herdetid, vakuumnivå, vakuumoppholdstid og klemtrykk som en enkelt oppskrift. PLS-en overvåker sensortilbakemeldinger i sanntid og genererer alarmer for avvik, og sikrer prosesssporbarhet og konsistent batch-til-batch-kvalitet.
Typer vakuumgummivulkaniseringsmaskiner
Vakuumgummivulkaniseringsmaskiner er tilgjengelige i flere konfigurasjoner, hver egnet for ulike produksjonsvolumer, produktgeometrier og gummityper. Å velge riktig maskintype er like viktig som å spesifisere de riktige prosessparametrene.
| Maskintype | Konfigurasjon | Passer best for |
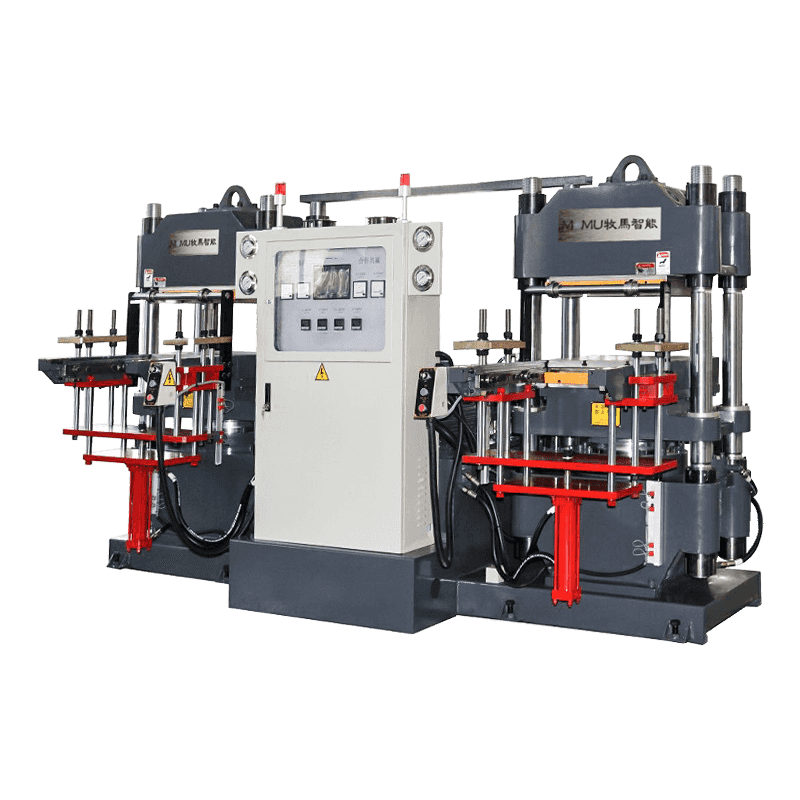
| Single-Daylight Flat Press | Én formåpning mellom to plater | Små til middels flate gummideler, tetninger, pakninger |
| Multi-Daylight Press | Flere stablede formåpninger på ett enkelt trykk | Høyvolumproduksjon av flate eller tynne gummiplater |
| Roterende eller karusellpresse | Roterende flerstasjonsplattform med fast varmekilde | Fottøysåler, kontinuerlige produksjonsmiljøer |
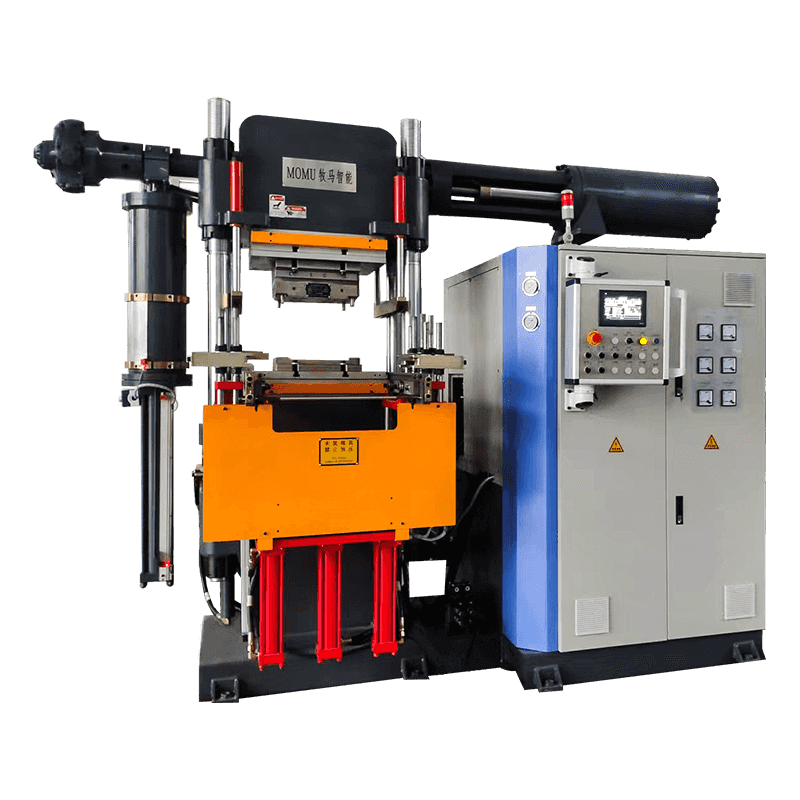
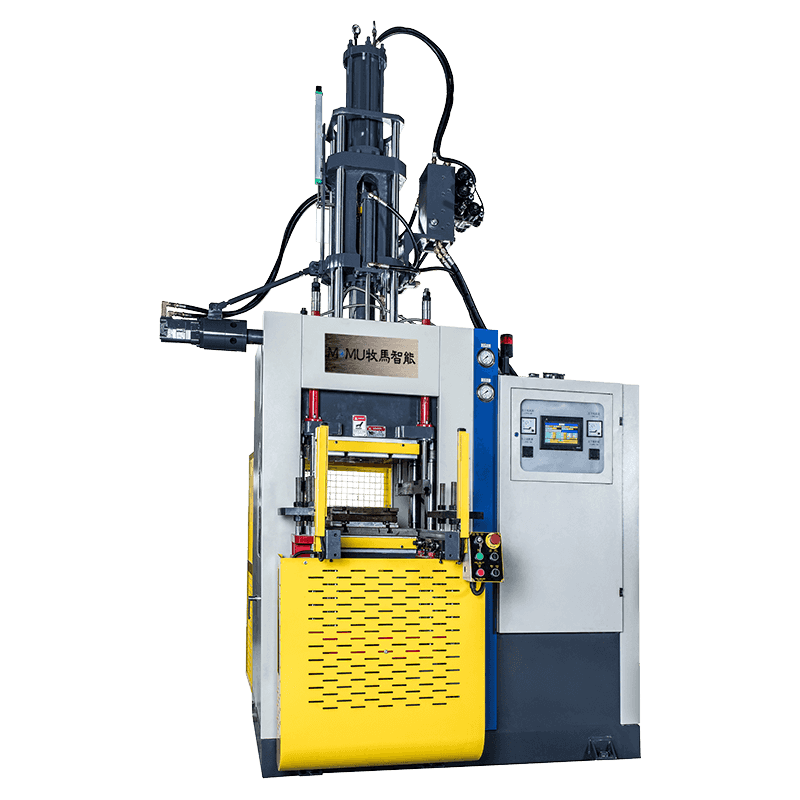
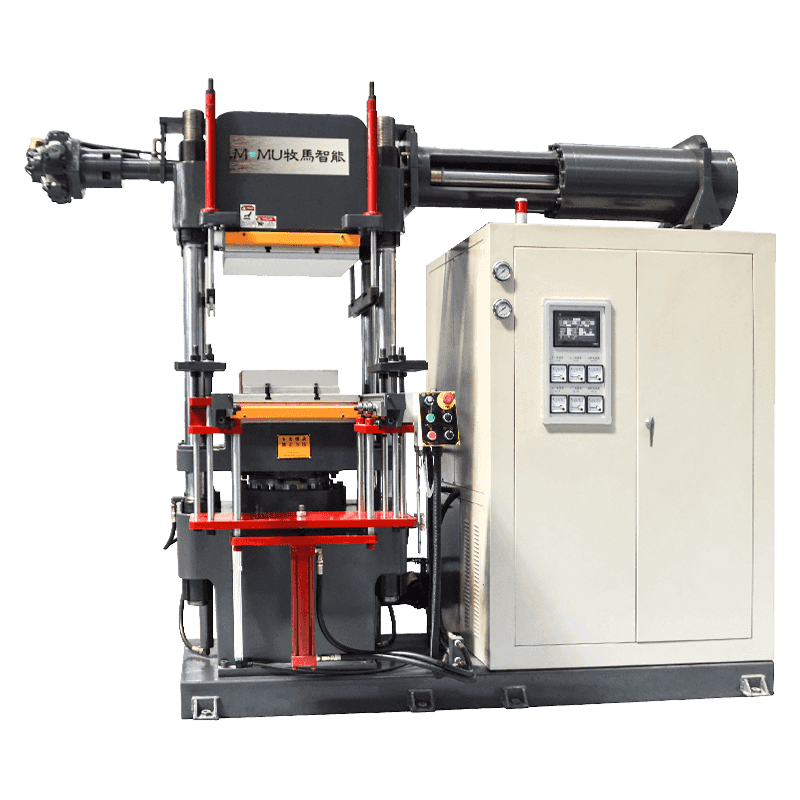
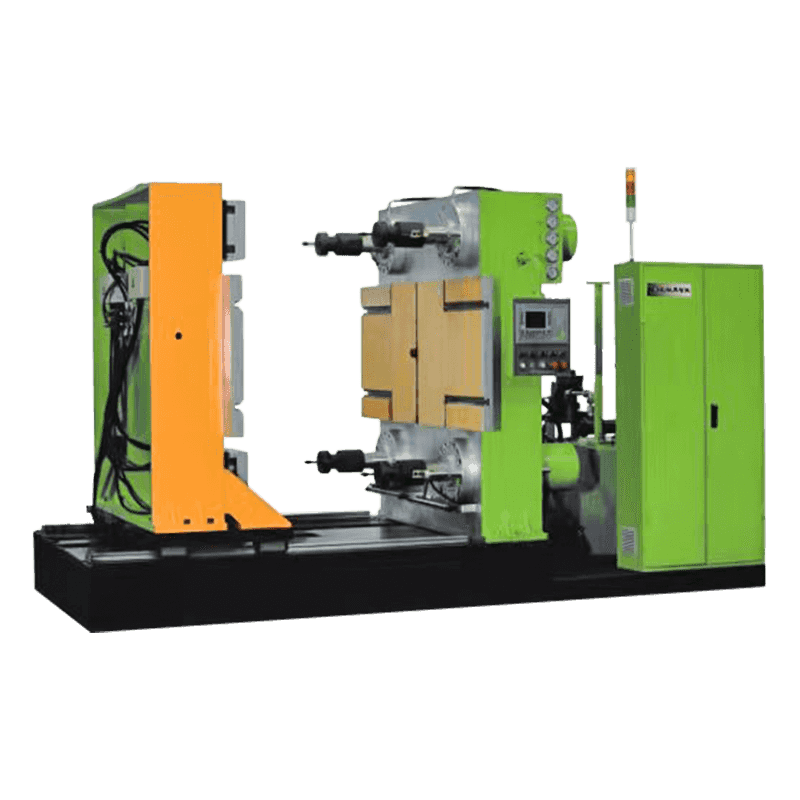
| Vertikal injeksjonspresse | Gummi injisert under trykk i forseglet form | Komplekse 3D-deler, overstøpte komponenter, teknisk gummi |
| Membran vakuumpresse | Fleksibel silikonmembran skaper vakuum og trykk | Gummibundne kompositter, buede eller uregelmessige underlag |
| Laboratorium / Benk-Top Press | Kompakt enkelt dagslysenhet med vakuumfunksjon | FoU, sammensatt testing, små prototypekjøringer |
Fordeler med vakuumvulkanisering fremfor standardpressing
Investeringen i vakuumkapasitet fremfor en konvensjonell gummipresse er begrunnet med målbare forbedringer på tvers av flere kvalitets- og produksjonsmålinger. Disse fordelene blir spesielt viktige når man produserer presisjonsdeler med stramme dimensjonstoleranser, komplekse geometrier eller ytelseskritiske mekaniske egenskaper.
- Eliminering av porøsitet og hulrom: Fjerning av luft før herding forhindrer dannelse av indre bobler og overflategroper som reduserer strekkstyrken, forlengelsen og tetningsytelsen til gummideler. Dette er spesielt viktig for O-ringer, membraner og gummiprodukter av medisinsk kvalitet der den indre integriteten ikke er omsettelig.
- Forbedret overflatefinish: Vakuumforhold gjør at gummiblandingen flyter mer fullstendig inn i fine formdetaljer, og gir skarpere kanter, renere tekst- eller logopreging og en jevnere overflate uten flekker i luften.
- Mer konsistente mekaniske egenskaper: Ensartet tetthet gjennom hele den herdede delen betyr konsistente verdier for hardhet, strekkfasthet og kompresjonssett over hele batchen – kritisk for deler som brukes i tetting, vibrasjonsisolering eller lastbærende applikasjoner.
- Redusert skrot- og omarbeidshastighet: Defekter som fanges opp ved inspeksjon krever enten omarbeid eller skroting av hele delen. Vakuumvulkanisering reduserer i betydelig grad forekomsten av blemmer, porøsitet og kortskuddsdefekter, og reduserer skraphastigheten og deres tilhørende material- og arbeidskostnader.
- Kompatibilitet med fuktighetsfølsomme forbindelser: Noen spesialgummiformuleringer, spesielt silikongummi og visse EPDM-blandinger, er spesielt utsatt for overflateblemmer forårsaket av gjenværende fuktighet. Vakuumbehandling eliminerer pålitelig denne feilmodusen uten å kreve ytterligere tørketrinn.
- Bedre binding i gummi-til-metall og gummi-til-stoff-enheter: Når gummi vulkaniseres direkte på metallinnsatser eller stoffunderlag, forhindrer innestengt luft ved grensesnittet full vedheft. Vakuumevakuering før pressing sikrer intim kontakt mellom gummi og underlag, og gir sterkere og mer pålitelige bindinger.
Bransjer og produkter som er avhengige av vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner betjener et bredt spekter av bransjer der gummiproduktkvalitet direkte påvirker sikkerhet, pålitelighet eller overholdelse av forskrifter. Følgende sektorer representerer de viktigste bruksområdene.
Biltetting og pakninger
Bilgummikomponenter, inkludert dørpakninger, vinduskanaltetninger, motorpakninger og bremsesystemmembraner, er produsert med vakuumvulkanisering for å sikre dimensjonskonsistens og fravær av indre hulrom som kan føre til lekkasje eller for tidlig feil. Bilindustriens null-defekt kvalitetsfilosofi gjør vakuumbehandling effektivt obligatorisk for sikkerhetskritiske tetningskomponenter som leveres til store OEM-er.
Medisinske og farmasøytiske applikasjoner
Silikon- og gummikomponenter av medisinsk kvalitet – inkludert sprøytestempler, ventilmembraner, åndedrettsmasker og slanger – må oppfylle strenge standarder for renhet og strukturell integritet. Vakuumvulkanisering eliminerer forurensningsrisiko forbundet med innestengt luft, samtidig som den sikrer overflateglattheten og dimensjonsnøyaktigheten som kreves for biokompatible produkter. Mange standarder for medisinsk utstyr krever implisitt vakuumbehandling som en del av god produksjonspraksis for støpte gummideler.
Fottøysåleproduksjon
I fottøyindustrien brukes vakuumvulkaniseringspresser for å produsere yttersåler i gummi med skarp slitebanedefinisjon, jevn tetthet og sterk vedheft til overmaterialer. Vakuumfunksjonen er spesielt verdifull ved støping av yttersåler med tykk profil der luftinnfanging i dype slitebanehulrom er en vedvarende utfordring ved konvensjonell pressing. Karusell-type vakuumvulkaniseringspresser er mye brukt i høyvolums fottøyfabrikker over hele Asia for denne applikasjonen.
Luftfarts- og forsvarssegl
Gummitetninger og O-ringer som brukes i romfarts hydrauliske systemer, drivstoffsystemer og miljøkontroller må oppfylle ekstremt stramme toleranser for hardhet, kompresjonssett og intern ensartethet. Vakuumvulkanisering er standardpraksis for disse komponentene fordi konsekvensene av tetningssvikt i bruk er alvorlige. Gummispesifikasjoner av romfartskvalitet krever ofte eksplisitt vakuumstøping som en del av den godkjente produksjonsprosessen.
Nøkkelfaktorer å vurdere når du velger en maskin
Å velge riktig vakuumgummivulkaniseringsmaskin for en spesifikk produksjonsapplikasjon krever en systematisk vurdering av prosesskrav, produksjonsvolumer og langsiktige driftshensyn. Å prioritere den laveste kjøpesummen uten å vurdere de totale eierkostnadene fører ofte til tilbakevendende kvalitetsproblemer og høyere livssykluskostnader.
- Platestørrelse og dagslysåpning: Arbeidsplatens dimensjoner må romme den største formen du har tenkt å kjøre, med tilstrekkelig margin. Dagslysåpningen - maksimalt mellomrom mellom åpne stempel - må være tilstrekkelig for formhøyden pluss klaring til fjerning av deler.
- Maksimal klemkraft: Beregn klemkraften som kreves ved å multiplisere det projiserte området av støpeformens hulrom med det nødvendige støpetrykket (vanligvis 5 til 20 MPa avhengig av gummiblanding og delens geometri). Maskinens nominelle tonnasje må komfortabelt overstige dette tallet.
- Oppnåelig vakuumnivå og pumpekapasitet: Bekreft at maskinen kan nå -0,095 MPa eller bedre, og at vakuumpumpens kapasitet er tilpasset volumet til formhulrommet slik at målet for vakuumnivået oppnås innen en akseptabel oppholdstid.
- Temperaturområde og ensartethetsspesifikasjon: Kontroller at den maksimale driftstemperaturen dekker gummiblandingens herdetemperatur, og be om dokumenterte data for enhetlig platetemperatur – ideelt sett ±2°C eller bedre over hele plateoverflaten.
- Kontrollsystem og datalogging: For kvalitetskritisk produksjon, prioriter maskiner med full prosessdatalogging, resepthåndtering og registrering av alarmhistorikk. Disse egenskapene støtter ISO og bransjespesifikke kvalitetssystemkrav og forenkler rotårsaksanalyse når det oppstår defekter.
- Ettersalgsstøtte og tilgjengelighet av reservedeler: Vakuumsystemer, hydrauliske komponenter og varmeelementer krever alle periodisk vedlikehold og eventuell utskifting. Bekreft at produsenten eller deres lokale agent kan levere viktige reservedeler umiddelbart, og se gjennom garantivilkårene og tilgjengeligheten til serviceteknikere på stedet før du forplikter deg til en leverandør.
Vedlikeholdspraksis som beskytter maskinens ytelse
En vakuumgummivulkaniseringsmaskin som er godt vedlikeholdt gir jevn kvalitet og forlenget levetid. Forsømmelse av rutinemessig vedlikehold på spesielt vakuum- og hydraulikksystemer fører til gradvis forringelse av ytelsen som ofte feildiagnostiseres som et prosess- eller materialproblem i stedet for et maskinproblem.
- Kontroller og skift ut vakuumpumpeolje med produsentens spesifiserte intervaller - vanligvis hver 500. til 1000. driftstime - siden oljeforurensning reduserer pumpeeffektiviteten og det oppnåelige vakuumnivået betydelig.
- Inspiser tetningspakninger og O-ringer før hver produksjonskjøring og skift ut umiddelbart når slitasje, kompresjonssett eller skade oppdages, da selv mindre tetningslekkasje forhindrer målet for vakuumnivået.
- Kontroller jevnheten til platetemperaturen med jevne mellomrom ved å bruke en kalibrert flerpunkts termoelementmåling, og rekalibrer PID-temperaturkontrollerne hvis avvikene overstiger spesifikasjonene.
- Overvåk hydraulikkoljens tilstand og filterstatus, bytt ut filtre og væske i henhold til vedlikeholdsplanen for å forhindre ventilslitasje og sylinderlekkasje som kan forårsake inkonsekvens i klemkraften.
- Hold plateoverflatene rene og fri for opphopning av gummiflash, siden akkumulerte rester skaper ujevn kontakt med muggsopp og forårsaker lokaliserte trykk- og temperaturvariasjoner som forringer delens kvalitet.