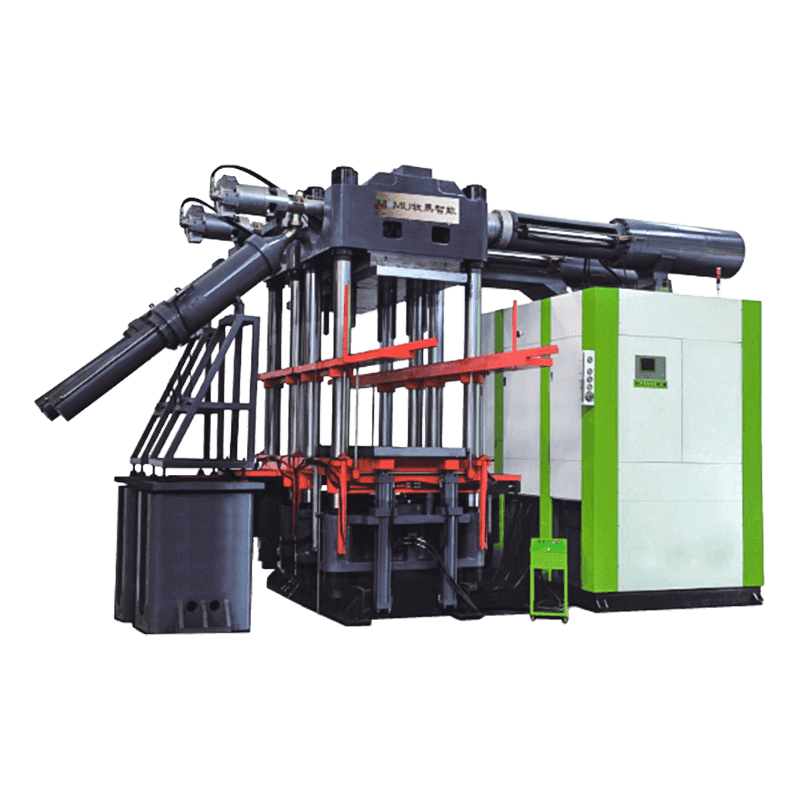
Hva en BMC spesialstøpemaskin faktisk gjør
En BMC spesialstøpemaskin er designet spesielt for å behandle bulkstøpemasse, et herdeplastmateriale laget av umettet polyesterharpiks blandet med glassfiber, mineralfyllstoffer og herdemidler. I motsetning til sprøytestøpemaskiner for generell bruk bygget for termoplast, må en BMC-maskin håndtere en pasta- eller kittlignende forbindelse som herder irreversibelt under varme og trykk i stedet for bare å smelte og størkne igjen. Denne grunnleggende kjemiforskjellen driver nesten alle designbeslutninger i maskinen, fra skruegeometrien til formtemperaturkontrollsystemet.
Disse maskinene er mye brukt til å produsere elektriske komponenter som strømbryterhus, bryterdeler, isolatorer og koblingskropper, samt bildeler som frontlyktreflektorer, motordeksler og varmeskjold. Appellen til BMC ligger i dens utmerkede elektriske isolasjonsegenskaper, varmebestandighet og dimensjonsstabilitet, og det er grunnen til at produsenter investerer i maskiner bygget spesielt rundt dette materialet i stedet for å tilpasse standard injeksjonspresser.
Kjernekomponenter som skiller BMC-maskiner fra hverandre
Plastiseringsenheten på en spesialstøpemaskin fra BMC bruker vanligvis en lavkompresjonsskrue med liten flydybde, siden blandingen ikke trenger å smeltes slik plastpellets gjør. I stedet er skruens oppgave å transportere og varme materialet lett uten å generere overdreven skjærvarme, noe som kan utløse for tidlig herding inne i selve fatet. Overdreven skjærkraft er en av de vanligste årsakene til skrue- eller tønneskader på disse maskinene, så skruhastighet og mottrykk er langt mer konservative enn på en typisk termoplastpresse.
Selve formen oppvarmes i stedet for avkjølt, vanligvis til en temperatur mellom 140 °C og 170 °C avhengig av den spesifikke harpiksformuleringen, siden herding er en varmeaktivert kjemisk reaksjon snarere enn en kjøledrevet størkning. Oppvarming oppnås vanligvis gjennom elektriske patronvarmere eller oljesirkulasjonskanaler innebygd i formplatene, og presis, jevn temperaturfordeling over formoverflaten er avgjørende for å unngå vridning eller ufullstendig herding i tykkere deler av delen.
Nøkkeldelsystemer på en typisk maskin
- Injeksjons- eller overføringsenhet for å mate masse inn i formhulen
- Oppvarmet platesystem for å opprettholde konsistent formtemperatur
- Klemenhet dimensjonert for å motstå det indre trykket som genereres under herding
- Vakuum eller luftesystem for å fjerne innestengt luft og flyktige biprodukter
- Automatisk utkastingssystem designet for å håndtere sprø, nyherdede deler skånsomt
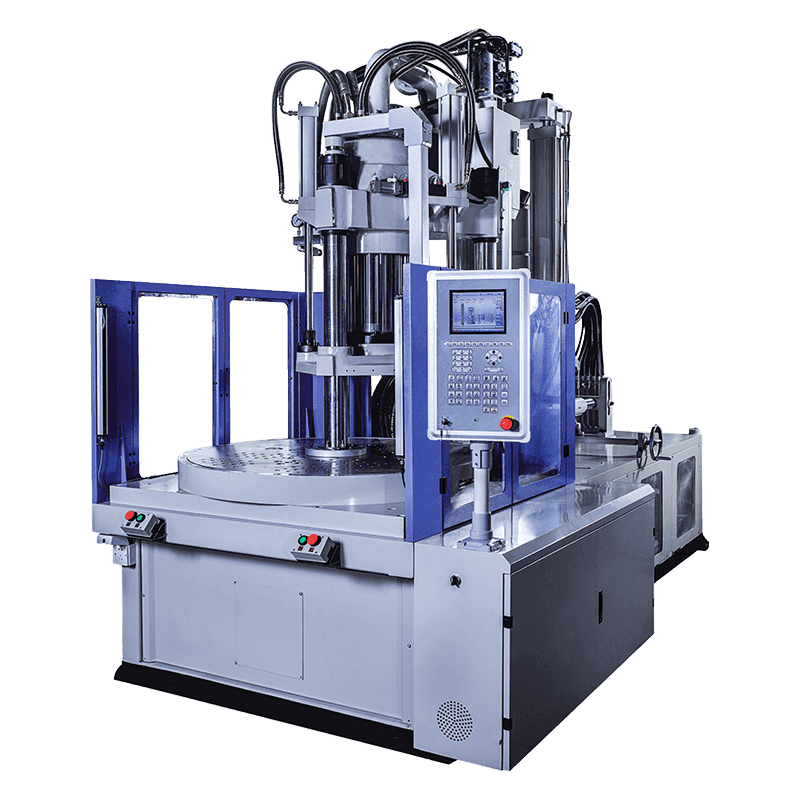
Konfigurasjoner for kompresjon, overføring og sprøytestøping
BMC spesialstøpemaskiner kommer i tre hovedkonfigurasjoner, hver egnet til forskjellige delgeometrier og produksjonsvolumer. Kompresjonsstøpepresser plasserer ganske enkelt en målt ladning av forbindelse i et åpent, oppvarmet formhulrom, og lukk deretter formen under høyt trykk for å tvinge materialet til å fylle formen mens den herder. Denne metoden fungerer godt for enklere geometrier og velges ofte på grunn av lavere verktøykostnad og skånsommere håndtering av fiberarmeringen, som bevarer mer av blandingens mekaniske styrke.
Overføringsstøpemaskiner bruker en separat gryte for å forvarme blandingen før et stempel skyver den gjennom løpere inn i en lukket form. Dette gir mer komplekse delgeometrier og bedre dimensjonskontroll enn rett kompresjonsstøping, selv om det utsetter fiberarmeringen for noe mer skjæring når den passerer gjennom smale løpere. Sprøytestøpemaskiner tilpasset BMC tar dette et skritt videre, ved å bruke en frem- og tilbakegående skrue for kontinuerlig å mate masse direkte inn i en lukket form, som passer til høyvolumproduksjon av deler med moderat kompleksitet.
Velge mellom de tre metodene
| Metode | Best for | Typisk syklustid |
| Komprimering | Enkle former, deler med høy styrke | 60 til 120 sekunder |
| Overføring | Moderat kompleksitet, innleggsstøping | 45 til 90 sekunder |
| Injeksjon | Høyt volum, kompleks geometri | 20 til 60 sekunder |
Sette opp en produksjonskjøring på riktig måte
Før du starter en produksjonskjøring, bør operatører verifisere at formtemperaturen har stabilisert seg over alle soner, siden en temperaturforskjell på til og med fem til ti grader mellom seksjoner av en stor form kan forårsake ujevn herding og indre stress. De fleste moderne BMC-maskiner inkluderer flersone temperaturkontrollere med uavhengige avlesninger, og det er verdt å sjekke hver sone individuelt i stedet for å stole på en enkelt gjennomsnittsavlesning.
Ladevekt er en annen kritisk variabel. For lite blanding etterlater korte skudd eller hulrom i overflaten, mens for mye forårsaker blits og overdreven materialtap ved skillelinjen. Operatører bestemmer vanligvis riktig ladningsvekt gjennom en serie prøveskudd, veier sammensetningen nøyaktig før hvert forsøk og justerer i små trinn til delen fylles helt med minimalt blits. Når den riktige vekten er etablert, bør den dokumenteres og brukes konsekvent, siden BMC-blanding ikke tåler den typen on-the-fly justering som er vanlig med termoplast.
Klemkraften må også tilpasses det projiserte området av delen og det indre trykket som genereres under herding, vanligvis etter en tommelfingerregel mellom 800 og 1500 psi av projisert område, selv om dette varierer med den spesifikke sammensetningsformuleringen og delens geometri. Underklemming fører til blink og dimensjonsunøyaktighet, mens overdreven fastspenning kan fremskynde slitasjen på formen og strekkstengene uten å forbedre kvaliteten på delene.
Administrere herdetid og sykluseffektivitet
Herdetiden er den største enkeltfaktoren som bestemmer hvor mange deler en BMC-maskin kan produsere per time, og den avhenger av deltykkelse, formtemperatur og det spesifikke herdemidlet som brukes i sammensetningsformuleringen. Tykkere seksjoner krever lengre herdetider fordi varme må trenge inn til kjernen før reaksjonen fullføres gjennom hele delen, og å trekke en del for tidlig risikerer vridning eller ufullstendige mekaniske egenskaper selv om overflaten ser fullstendig herdet ut.
Mange produsenter bruker en generell retningslinje for herding i omtrent tretti sekunder per millimeter veggtykkelse ved standard formtemperaturer, selv om dette alltid bør verifiseres mot den spesifikke harpiksleverandørens datablad i stedet for å behandles som en universell regel. Å kjøre en differensiell skanningkalorimetritest på en ny sammensatt batch kan bidra til å bekrefte den faktiske herdekinetikken før man forplikter seg til en produksjonssyklustid, spesielt når man bytter leverandør eller harpikspartier.
Faktorer som påvirker syklustiden
- Delveggtykkelse og total masse av materiale
- Formoverflatetemperatur og jevnhet over hulrom
- Herdertype og konsentrasjon i forbindelsen
- Tilstedeværelse av metallinnsatser, som kan fungere som kjøleribber og sakte lokal herding
- Antall hulrom og hvor jevnt sammensetningen er fordelt mellom dem
Vanlige defekter og deres underliggende årsaker
Fordi BMC-støping involverer en kjemisk herdereaksjon snarere enn enkel størkning, sporer defekter ofte tilbake til termiske eller tidsmessige problemer i stedet for de mekaniske innstillingene som dominerer termoplastisk feilsøking. Overflateblemmer, for eksempel, skyldes vanligvis innestengte flyktige stoffer eller luft som ikke kunne unnslippe før overflaten ble flådd over, noe som peker på et behov for bedre moldventilasjon eller en justert vakuumsekvens i stedet for en endring i injeksjonshastighet.
| Defekt | Sannsynlig årsak | Anbefalt løsning |
| Overflateblemmer | Innestengte flyktige stoffer eller luft | Forbedre ventilasjon, juster vakuumtiming |
| Vridning etter utkast | Utilstrekkelig herdetid eller ujevn muggvarme | Forleng herde, rebalanser varmesoner |
| Overdreven blits | Overlading eller lav klemkraft | Reduser ladevekten, bekreft klemmetonnasje |
| Fibershow eller ruhet | Overflødig skjærkraft under fôring | Lavere skruhastighet og mottrykk |
Vedlikeholdspraksis som forlenger maskinens levetid
Herdet BMC-rester som er igjen i tønnen, løperne eller formoverflatene er slipende og kan fremskynde slitasje på skruer, kontrollerringer og hulromsoverflater hvis de ikke rengjøres regelmessig. De fleste anlegg planlegger en grundig rensing og mekanisk rengjøring på slutten av hvert skift, ved å bruke dedikerte rengjøringsblandinger designet for å myke herdede harpiksrester uten å skade forkrommede formoverflater.
Varmebånd og termoelementer bør kontrolleres etter en fast tidsplan, siden en sviktende varmesone ofte viser seg først som en subtil kvalitetsdrift snarere enn en åpenbar maskinfeil. Ved å føre en vedlikeholdslogg som registrerer varmemotstandsavlesninger, skrueslitasjemålinger og hydrauliske trykktrender over tid, gjør det mye lettere å fange opp et utviklende problem før det forårsaker en gruppe skrapdeler.
Hydraulikkvæskens tilstand fortjener også regelmessig oppmerksomhet, siden de høye klemkreftene som er involvert i BMC-støping gir kontinuerlig belastning på tetninger og ventiler. Utskifting av filtre etter planen og overvåking av væsketemperaturen under lange produksjonskjøringer bidrar til å forhindre den gradvise trykkavdriften som stille kan påvirke klemmetonnasje og deldimensjoner over uker med drift.
Velge riktig maskin for applikasjonen din
Når du vurderer en BMC spesialstøpemaskin for kjøp, må du matche klemmetonnasjen og skuddstørrelsen til den største forventede delen i stedet for den gjennomsnittlige delen, siden underdimensjonering av en maskin for fremtidige prosjekter er en vanlig og kostbar feil. Vurder også om produktmiksen din lener seg mot enkle deler med høy styrke som favoriserer kompresjonsstøping, eller komplekse geometrier med innsatser som favoriserer overførings- eller injeksjonskonfigurasjoner.
Til slutt, se nøye på temperaturkontrollsystemets sonetall og reaksjonsevne, siden inkonsekvent formoppvarming er en av de mest vedvarende kildene til kvalitetsvariasjoner i BMC-produksjon. En maskin med finere sonekontroll og raskere varmereaksjon vil generelt produsere mer konsistente deler over lange produksjonsserier, selv om forhåndskostnaden er noe høyere enn et enklere alternativ.