Hvordan en sprøytestøpemaskin for gummi fungerer
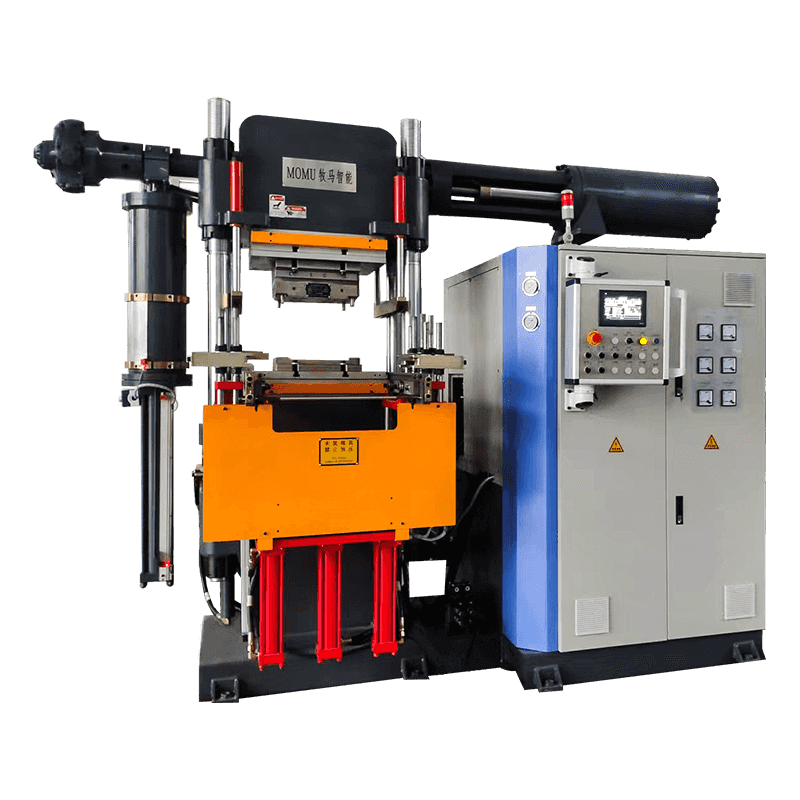
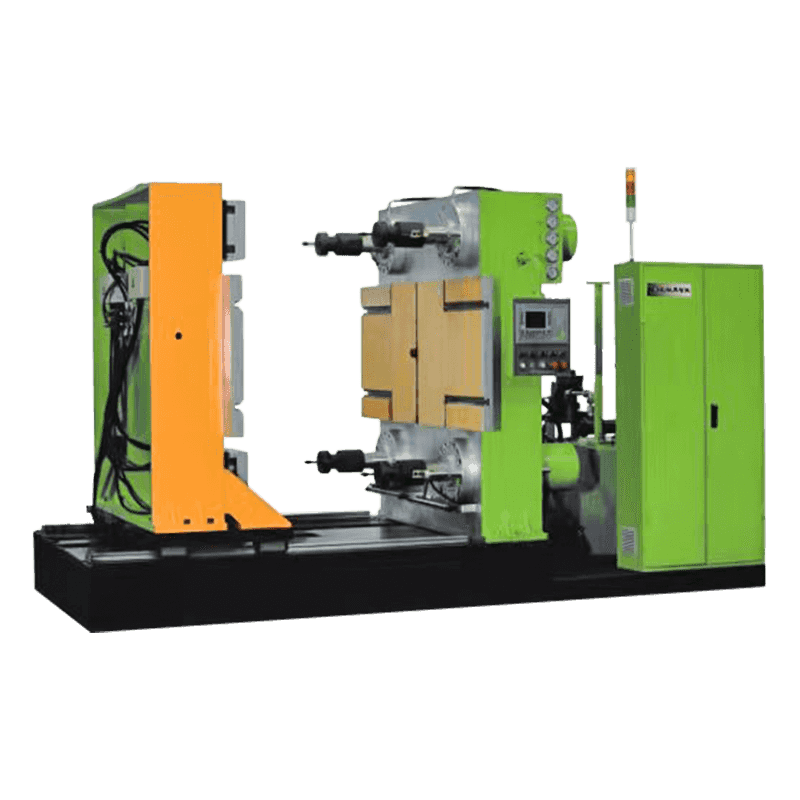
A gummisprøytestøpemaskin forvandler rågummiblanding til ferdige deler ved å varme materialet og tvinge det under trykk inn i et lukket formhulrom. I motsetning til kompresjonsstøping, som plasserer rågummi direkte i en åpen form, preplastiserer sprøytestøping gummien i en oppvarmet tønne før den sprøytes inn gjennom en dyse i en forseglet form. Denne prosessen gir raskere syklustider, strammere toleranser og mindre materialavfall, noe som gjør den spesielt egnet for høyvolumproduksjon av tekniske gummikomponenter.
Gummiblandingen mates vanligvis inn i maskinen i stripe- eller pelletform. En roterende skrue eller stempel beveger materialet gjennom tønnen mens varmeelementer bringer det til riktig behandlingstemperatur. Når gummien når en optimal viskositet, sprøytes den inn i formhulen hvor den herder under kontrollert varme og trykk før den kastes ut som en ferdig del.
Maskinens hovedkomponenter
Å forstå hver hovedkomponent hjelper operatører med å feilsøke produksjonsproblemer og optimalisere innstillinger for forskjellige gummiblandinger og delgeometrier.
Viktige deler og deres funksjoner
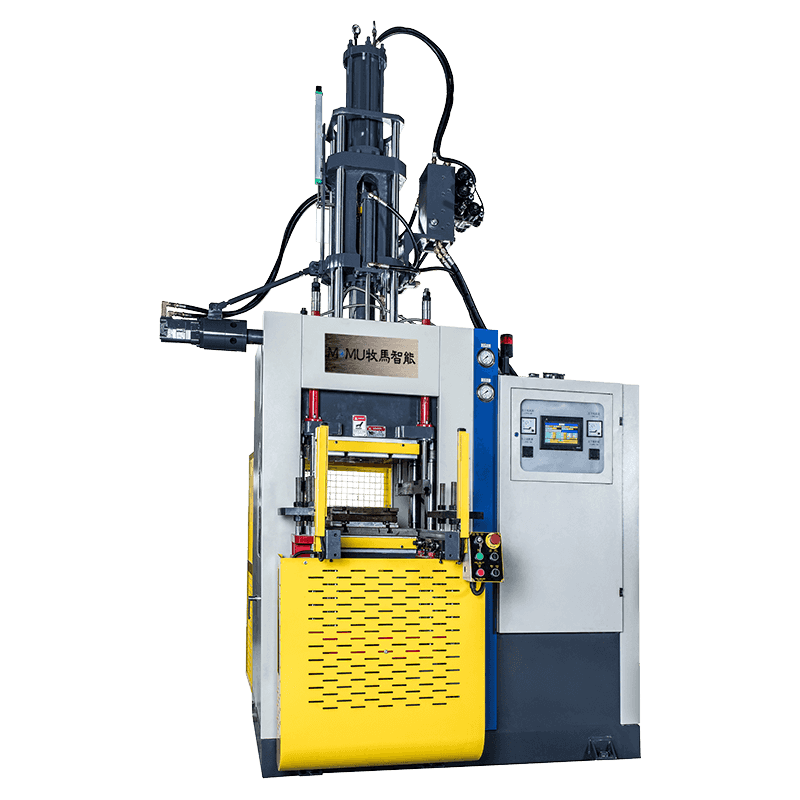
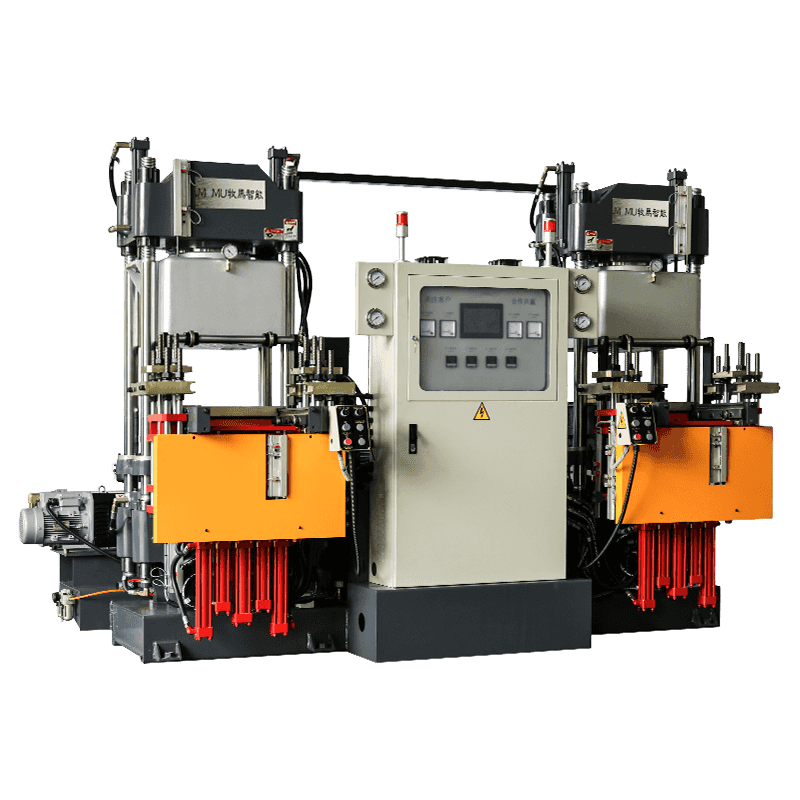
- Injeksjonsenhet: mykner og sprøyter gummiblandingen inn i formen
- Klemenhet: holder formhalvdelene sammen under høyt trykk under injeksjon og herding
- Varmesystem: opprettholder presise tønne- og formtemperaturer for jevn herding
- Hydraulisk eller elektrisk drift: driver skrurotasjon, injeksjon og klembevegelse
- Kontrollsystem: styrer temperatur, trykk, injeksjonshastighet og syklustiming
- Ejektorsystem: frigjør den ferdige delen fra formen etter herding
Moderne maskiner bruker i økende grad elektriske drivsystemer i stedet for rent hydrauliske, noe som gir mer presis kontroll over injeksjonshastigheten og reduserer energiforbruket i tomgangsperioder mellom sykluser.

Sammenligning av sprøytestøping med andre gummistøpingsmetoder
Produsenter som velger en støpeprosess bør veie sprøytestøping mot kompresjons- og overføringsstøping, siden hver metode gir distinkte fordeler avhengig av delens kompleksitet, produksjonsvolum og budsjett.
| Metode | Syklustid | Materialavfall | Best for |
| Sprøytestøping | Rask | Lavt | Høyvolum, komplekse deler |
| Kompresjonsstøping | Langsommere | Høyere | Enkle former, lavt volum |
| Overføringsstøping | Moderat | Moderat | Deler med metallinnsatser |
Sprøytestøping viser seg generelt å være mer kostnadseffektiv i stor skala til tross for høyere verktøykostnader på forhånd, siden reduserte syklustider og mindre avfall oppveier den første investeringen over store produksjonsserier.
Vanlige applikasjoner på tvers av bransjer
Gummisprøytestøpemaskiner produserer et bredt spekter av komponenter som brukes i bil-, medisinsk-, elektrisk- og forbruksvarerproduksjon. Prosessen er spesielt verdsatt for deler som krever stramme dimensjonstoleranser eller konsistente fysiske egenskaper på tvers av store partier.
Typiske produkter laget gjennom sprøytestøping
- Biltetninger, pakninger og gjennomføringer
- Komponenter for medisinsk utstyr som forseglinger og propper
- Elektriske kontakter og isolerende deler
- O-ringer og industripakninger
- Forbrukerprodukter som håndtak, tetninger og beskyttelsesdeksler
Fordi sprøytestøping støtter støpeformer med flere hulrom, kan produsenter produsere dusinvis av identiske deler i en enkelt syklus, noe som øker gjennomstrømningen betydelig sammenlignet med kompresjonsstøping med enkelt hulrom.
Nøkkelfaktorer som påvirker kvaliteten på støpte deler
Å oppnå konsistente, defektfrie gummideler avhenger av nøye kontroll av flere prosessvariabler gjennom produksjonen. Små avvik i temperatur eller trykk kan føre til defekter som flash, porøsitet eller ufullstendig herding.
Kritiske prosessvariabler å overvåke
Injeksjonstrykk og hastighet bestemmer hvor fullstendig gummien fyller formhulen før herdingen begynner, med utilstrekkelig trykk som ofte forårsaker korte skudd eller svake strikkelinjer. Fat- og formtemperaturen må holde seg innenfor det anbefalte området fra produsenten, siden overoppheting kan forårsake for tidlig herding inne i fatet, kjent som svidd, mens utilstrekkelig varme fører til ufullstendige herder og svakere mekaniske egenskaper.
Herdetid spiller også en betydelig rolle for dels kvalitet og produksjonseffektivitet. Å forlenge herdetiden utover det som er nødvendig reduserer gjennomstrømmingen uten å forbedre delens ytelse, mens en for kortere tid risikerer underherdede deler som mislykkes i holdbarhetstestingen. Produsenter kjører vanligvis prøvepartier med varierende herdetider for å identifisere den optimale balansen mellom kvalitet og sykluseffektivitet for hver spesifikk forbindelse.
Vedlikeholdstips for langsiktig maskinytelse
Rutinemessig vedlikehold holder en gummisprøytestøpemaskin i drift effektivt og bidrar til å unngå uplanlagt nedetid som kan forstyrre produksjonsplanene. Etablering av en konsekvent vedlikeholdsrutine forlenger også levetiden til kritiske komponenter som skruer, fat og støpeformer.
Daglige oppgaver bør omfatte rengjøring av gjenværende gummi fra munnstykket og formoverflatene, siden opphopning kan forårsake defekter i etterfølgende deler og øke slitasjen på formhulene. Ukentlige kontroller bør verifisere hydraulikkvæskenivåer og inspisere tetninger for lekkasjer, siden feil på hydraulikksystemet er blant de vanligste årsakene til uventet maskinstans.
Periodisk inspeksjon av varmeelementer og temperatursensorer sikrer nøyaktige avlesninger, siden defekte sensorer stille kan forårsake kvalitetsproblemer lenge før de utløser en synlig funksjonsfeil. Ved å føre detaljerte vedlikeholdsjournaler hjelper det også med å identifisere slitasjemønstre over tid, slik at anleggsledere kan planlegge utskifting av deler proaktivt i stedet for å reagere reaktivt på havari.