Hva er en gummipressemaskin?
A kompresjonsstøpemaskin av gummi er en hydraulisk presse spesielt utviklet for å forme gummiblandinger ved å påføre kontrollert varme og trykk i et lukket formhulrom. I motsetning til sprøytestøping, hvor materialet presses inn i en form gjennom et løpersystem, plasserer kompresjonsstøping en forhåndsmålt gummiladning - kalt en preform - direkte inn i det åpne formhulrommet. Pressen lukker deretter formen under høyt hydraulisk trykk samtidig som den tilfører varme, noe som får gummien til å flyte, fylle hulrommet og vulkanisere til en permanent, solid form. Resultatet er en ferdig gummikomponent som nøyaktig gjenskaper formens geometri.
Disse maskinene er grunnleggende for bransjer som er avhengige av presisjonsgummikomponenter: tetningssystemer for biler, industrielle pakninger, vibrasjonsdempere for romfart, komponenter for medisinsk utstyr, fottøysåler og forbruksvarer. Kompresjonsstøpeprosessen er verdsatt for sin enkelhet, relativt lave verktøykostnad sammenlignet med sprøytestøping, og dens egnethet for et bredt spekter av gummiblandinger inkludert naturgummi, silikon, EPDM, neopren, nitril (NBR) og fluorelastomerer (FKM). Maskinen i seg selv er det kontrollerte miljøet som gjør konsistent, repeterbar vulkanisering mulig i produksjonsskala.
Kjernearbeidsprinsipp: Varme, trykk og vulkanisering
Driftsprinsippet til en gummipressemaskin dreier seg om tre innbyrdes avhengige variabler: temperatur, trykk og herdetid. Sammen avgjør disse om en støpt gummidel oppfyller de tiltenkte fysiske spesifikasjonene eller svikter på grunn av underherding, overherding eller dimensjonsunøyaktighet.
Formen - vanligvis maskinert av herdet stål eller aluminium - er montert mellom de øvre og nedre platene til den hydrauliske pressen. Elektriske varmeelementer eller dampkretser innebygd i platene overfører varme gjennom formen til gummiladningen. Når gummien varmes opp, mykner den og blir bøyelig, og flyter deretter under pressens lukketrykk for å fylle hver kontur av hulrommet. Samtidig aktiverer varmen vulkaniseringsmidlene (vanligvis svovelforbindelser eller peroksider) i gummiblandingen, og utløser tverrbinding av polymerkjedene. Denne tverrbindingen er det som forvandler den myke, termoplastlignende rågummien til en elastisk, dimensjonsstabil, permanent formet komponent.
Det er avgjørende å opprettholde nøyaktig temperaturensartethet over hele platens overflate. Ujevn varmefordeling fører til forskjellig herdehastighet i en enkelt form, og produserer deler med inkonsekvent hardhet, overflatedefekter eller indre hulrom. Moderne kompresjonsstøpemaskiner bruker PID (proporsjonal-integral-derivative) temperaturkontrollere for å holde platetemperaturene innenfor ±1 °C fra settpunktet gjennom hele produksjonssyklusen.

Hovedtyper av gummipressstøpemaskiner
Gummipressstøpemaskiner er tilgjengelige i flere konfigurasjoner, hver egnet for forskjellige produksjonsmiljøer, delstørrelser og automatiseringsnivåer.
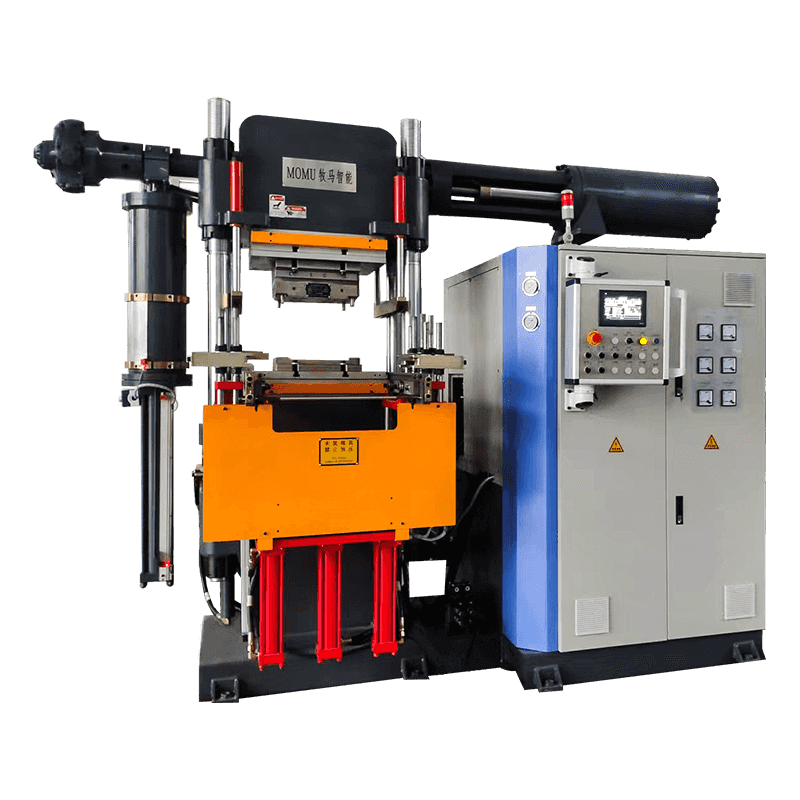
Single-Daylight Press
Enkeltdagslyspressen har én åpning mellom den øvre og nedre platen, og rommer en enkelt form om gangen. Dette er den vanligste konfigurasjonen for små til mellomstore produksjonsserier og for støping av relativt store enkeltkomponenter. Den tilbyr enkel betjening, enkel formbytte og direkte operatørtilgang til formen for lasting av preform og fjerning av deler. Enkeltdagslyspresser er tilgjengelige i klemkrafter fra 50 tonn til over 1000 tonn avhengig av bruksområde.
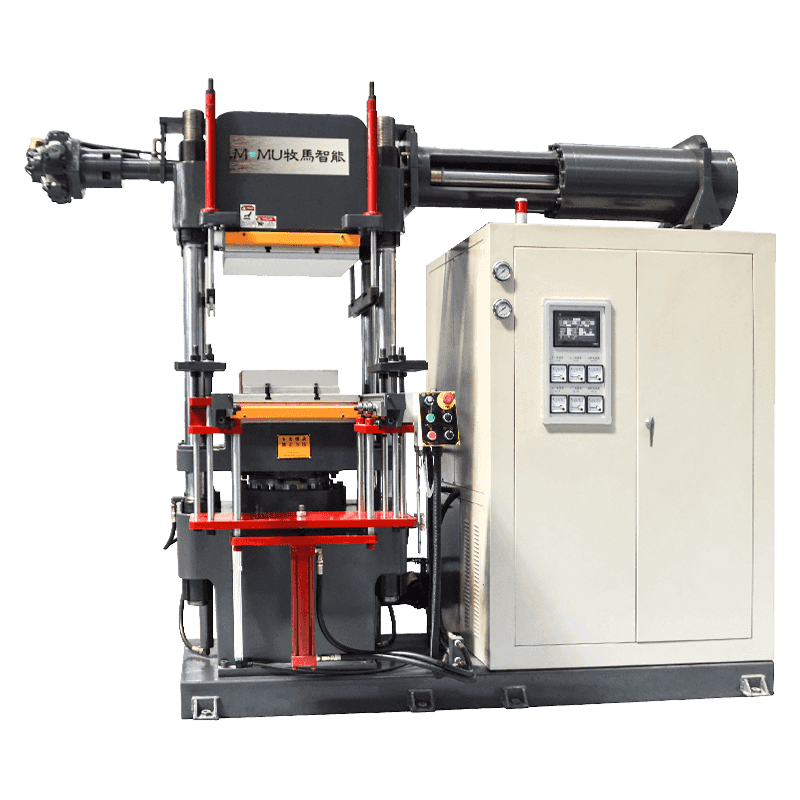
Multi-Daylight Press
Multi-daylight presser inneholder flere oppvarmede platen stablet vertikalt, og skaper flere formåpninger - eller dagslys - som opererer samtidig i et enkelt trykk. Denne konfigurasjonen øker produksjonen dramatisk per syklus uten å kreve ekstra gulvplass eller separate presser. En fire-dagslyspress firedobler effektivt antallet formhulrom som er aktive i hver produksjonssyklus, noe som gjør den svært effektiv for høyvolumproduksjon av små til mellomstore gummideler som tetninger, O-ringer, vibrasjonsfester og gjennomføringer.
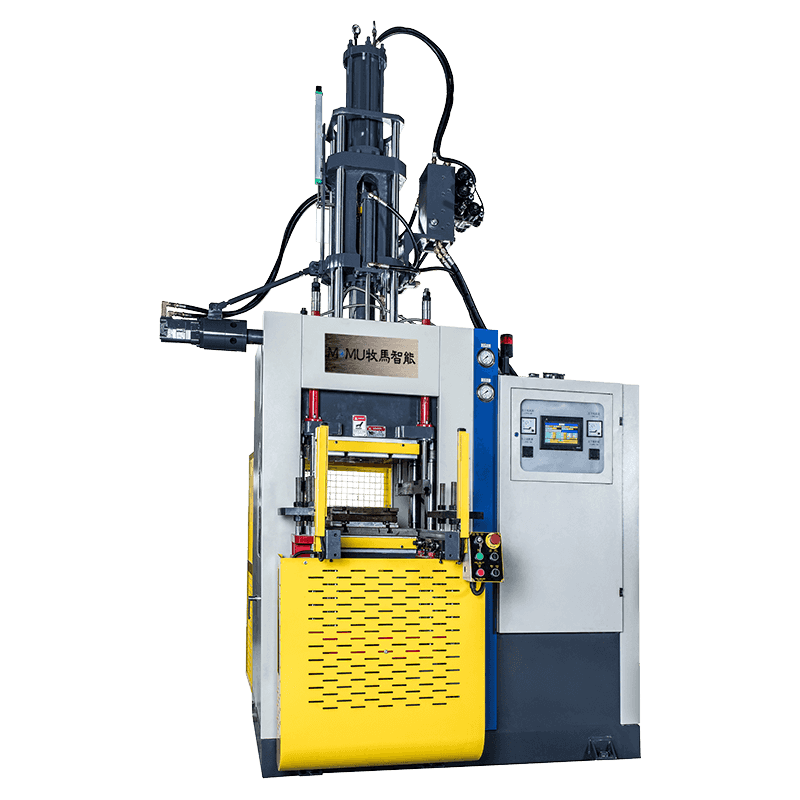
Roterende eller skyttelbordpress
Roterende og skyttelbordpresser er designet for å forbedre operatørergonomi og sykluseffektivitet ved å skille laste- og lossesonen fra pressesonen. En roterende dreieskive eller glidende skyttel flytter støpeformer inn og ut av pressen automatisk eller halvautomatisk, slik at operatøren kan laste preforms og fjerne ferdige deler på en sikker, tilgjengelig stasjon mens pressen fullfører herdesyklusen. Denne utformingen er spesielt effektiv i produksjonsmiljøer med høy tråkkfrekvens der minimering av ikke-produktiv åpen tid er en prioritet.
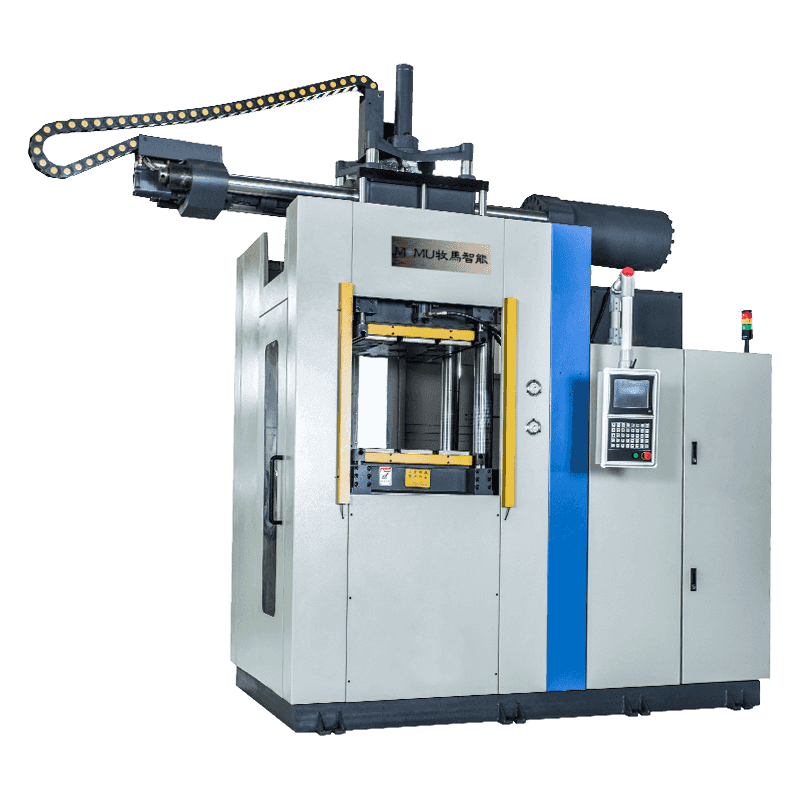
Vakuum komprimeringspresse
For applikasjoner som krever tomromsfrie gummideler med høy integritet - for eksempel medisinske silikonkomponenter, luftfartsforseglinger eller elektriske høyspenningsisolatorer - vakuumpresser med kompresjonsstøping evakuerer luft fra formhulen før og under pressesyklusen. Resterende luft som er fanget i formen kan forårsake porøsitet, ufullstendig fylling og overflateflekker som er uakseptable i kritiske bruksområder. Vakuumsystemet fjerner denne luften før gummien flyter og vulkaniserer, og sikrer tette, defektfrie deler som oppfyller strenge kvalitetsstandarder.
Viktige tekniske spesifikasjoner forklart
Å velge riktig gummipressemaskin krever en klar forståelse av de tekniske spesifikasjonene som definerer dens evner. Følgende parametere er de mest kritiske å evaluere:
| Spesifikasjon | Typisk rekkevidde | Hvorfor det betyr noe |
| Klemkraft | 50 – 2.000 tonn | Bestemmer formhuletrykket og flashkontroll |
| Platestørrelse | 200×200 mm – 1500×1500 mm | Angir maksimalt muggavtrykk og antall hulrom |
| Temperaturområde | 100°C – 250°C | Må samsvare med kravene til sammensatt vulkanisering |
| Dagslys åpning | 200 mm – 800 mm | Må tilpasses formhøyde pluss sikker lasteklaring |
| Temperaturuniformitet | ±1°C – ±3°C | Kritisk for konsistent herding over hele plateområdet |
| Kontrollsystem | PLC berøringsskjerm HMI | Muliggjør reseptlagring, prosessovervåking, alarmhåndtering |
Klemkraft er uten tvil den mest grunnleggende spesifikasjonen. Det må være tilstrekkelig å holde formen helt lukket mot det indre trykket som genereres av gummiblandingen når den mykner og utvider seg under oppvarming. Utilstrekkelig klemkraft lar formen puste åpent, noe som forårsaker overdreven blink - tynne gummifinner ved skillelinjen - noe som krever arbeidskrevende trimming etter støping og øker materialavfallet.
Gummiblandinger egnet til kompresjonsstøping
Ikke alle gummiblandinger er like egnet for kompresjonsstøping, og maskinen må konfigureres riktig for materialet som behandles. De mest bearbeidede forbindelsene inkluderer:
- Naturgummi (NR): Utmerkede mekaniske egenskaper og elastisitet; mye brukt i industri- og bilapplikasjoner; vulkaniserer lett ved 150–170°C.
- Silikon (VMQ/HCR): Enestående temperaturbestandighet (-60°C til 230°C), biokompatibilitet og værbestandighet; krever nøyaktig temperaturkontroll typisk i området 160–180°C; brukes mye i medisinske og matkontaktapplikasjoner.
- EPDM: Utmerket ozon-, UV- og værbestandighet; ofte brukt for utendørs tetninger, pakninger og takprofiler; typisk støpt ved 160–180°C.
- Nitril (NBR): Overlegen olje- og drivstoffmotstand; standardmaterialet for oljetetninger, drivstoffsystemkomponenter og hydrauliske tetninger; støpt ved 150–170°C.
- Fluorelastomer (FKM/Viton): Eksepsjonell motstand mot varme, kjemikalier og drivstoff; brukes i krevende romfarts-, bil- og kjemiske prosesseringsapplikasjoner; krever høyere støpetemperaturer på 175–200°C og lengre herdesykluser.
- Neopren (CR): God balanse mellom oljebestandighet og værbestandighet; brukes til slanger, belter og kabelkapper; støpt ved 150–170°C.
Automatisering og kontrollfunksjoner i moderne maskiner
Moderne gummipressemaskiner har utviklet seg langt utover enkle hydrauliske presser med manuelle kontroller. Dagens maskiner har sofistikerte automatiserings- og digitale kontrollfunksjoner som forbedrer prosesskonsistensen, reduserer operatøravhengigheten og muliggjør integrasjon i bredere fabrikkstyringssystemer.
PLS-basert prosesskontroll
Programmerbare logiske kontroller (PLS) styrer hele pressesyklusen – lukkehastighet, trykkramping, herdetid, åpningssekvens og utkast – basert på lagrede oppskrifter. Hver gummiblanding og formkombinasjon kan ha sitt eget lagrede program, som lar operatører bytte produkter ved ganske enkelt å velge riktig oppskrift på HMI-berøringsskjermen i stedet for å tilbakestille parametere manuelt. Oppskriftsbasert kontroll eliminerer oppsettsfeil og sikrer at hver produksjonskjøring starter fra en validert baseline.
Automatisk avflashing og avgassing
Mange maskiner inkluderer programmerbare avgassingssekvenser - korte kontrollerte åpninger av pressen i det tidlige stadiet av herdesyklusen - som lar innestengt luft og flyktige stoffer unnslippe fra formen før endelig lukking og full herding. Dette er spesielt viktig for tykke eller komplekse deler der indre porøsitet er en vanlig defekt. Noen presser integrerer også robotarmer eller mekaniske deflash-verktøy som fjerner blits fra deler umiddelbart etter frastøping, noe som reduserer manuell etterbehandlingsarbeid.
Datalogging og kvalitetssporbarhet
Industrielle kompresjonspresser inkluderer i økende grad dataloggingsfunksjoner som registrerer temperatur, trykk, syklustid og alarmhendelser for hver produksjonssyklus. Denne sporbarheten er kritisk i regulerte bransjer som medisinsk utstyr og romfart, der produksjonsregistreringer må oppbevares og kontrolleres. Sanntidsovervåkingsdashboard lar produksjonsledere spore maskinytelse på tvers av flere presser samtidig og identifisere avvik før de resulterer i defekte batcher.
Hvordan velge riktig maskin for applikasjonen din
Å velge en gummipressstøpemaskin er en multivariabel beslutning som bør styres av dine spesifikke produktkrav, produksjonsvolumer og materialtyper i stedet for av maskinkostnad alene. Arbeid systematisk gjennom følgende hensyn:
- Definer delens geometri og formstørrelse: Platedimensjonene må komfortabelt romme formen din med klaring på alle sider. For støpeformer med flere hulrom, beregne det totale projiserte arealet for å bestemme minimums klemkraften som kreves.
- Identifiser gummiblandingen din: Bekreft vulkaniseringstemperaturområdet og herdetiden for forbindelsen din. Sørg for at maskinens varmesystem kan nå og opprettholde den temperaturen over hele platen med den jevnheten som kreves for dine kvalitetsstandarder.
- Vurder produksjonsvolum: Høyvolumproduksjon av små deler drar nytte av flerdagslyskonfigurasjoner eller roterende bordautomatisering. Lavt til middels volum av store eller komplekse deler passer vanligvis til en enkelt dagslyspresse med reseptbasert PLS-kontroll.
- Vurder kvalitetskrav: Applikasjoner som krever tomromsfrie deler - medisinsk, romfart, høyspenningselektriske - krever vakuumassistert pressing. Faktorintegrasjon av vakuumsystem i spesifikasjonen og budsjettet fra begynnelsen.
- Evaluer ettersalgsstøtte: Gummikompresjonsmaskiner krever periodisk vedlikehold av hydrauliske systemer, varmeelementer og kontrollkomponenter. Å velge en leverandør med tilgjengelig teknisk støtte, tilgjengelige reservedeler og lokal servicekapasitet beskytter din produksjonsoppetidsinvestering over maskinens levetid.
En kompresjonsstøpemaskin av gummi er en langsiktig kapitalinvestering hvis avkastning helt og holdent avhenger av å matche dens evner til kravene til produksjonsprosessen din. Å ta seg tid til å spesifisere det riktig – i stedet for å velge det laveste alternativet som standard – gir konsekvent bedre delkvalitet, lavere skraphastigheter og mer pålitelig gjennomstrømning over maskinens levetid.