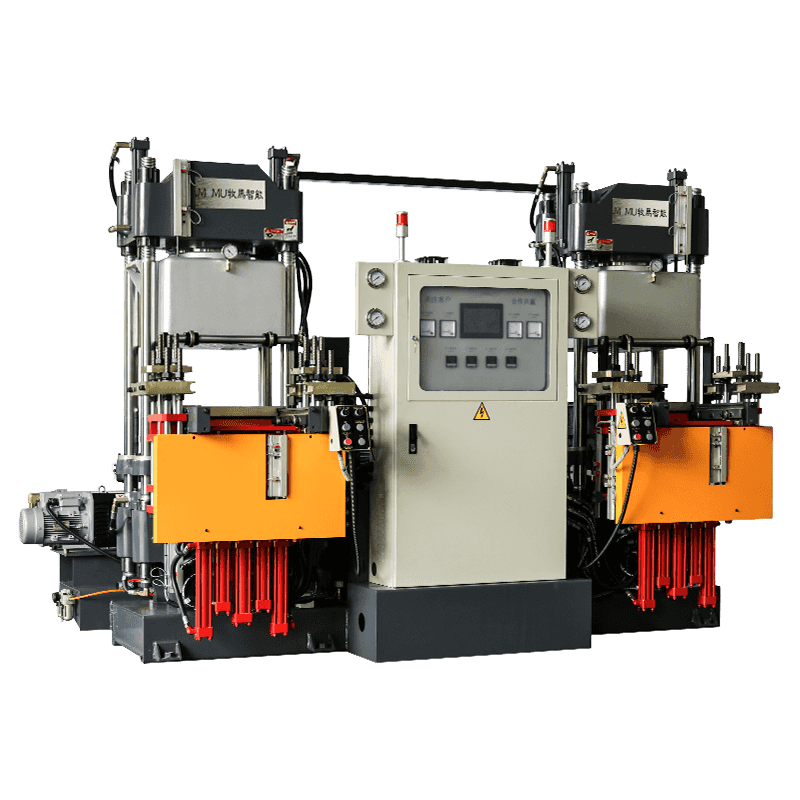
Hva er en flytende silikonformklemmemaskin?
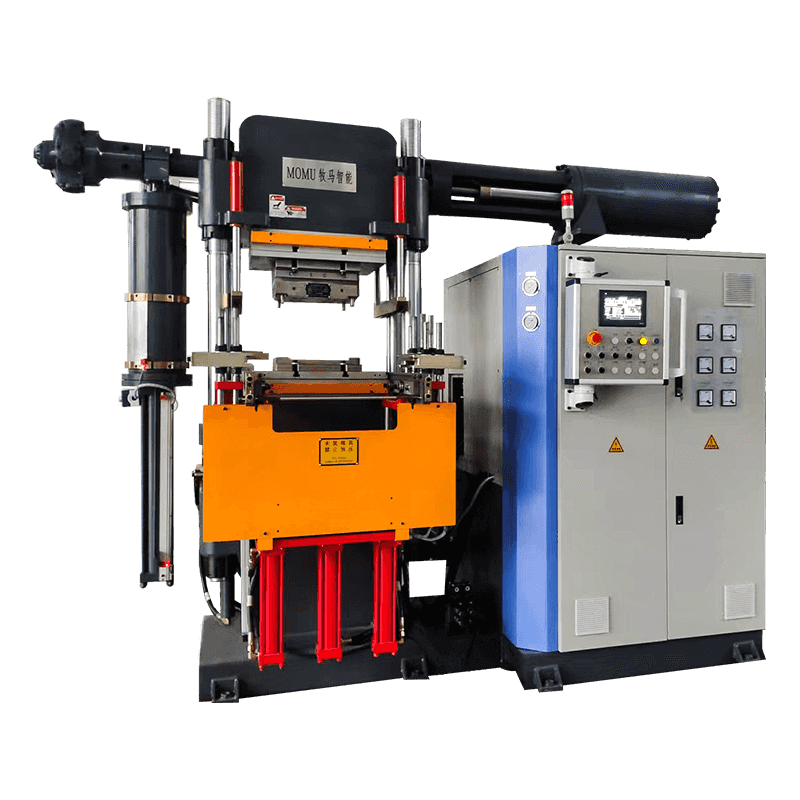
A klemmemaskin for flytende silikonform er et spesialisert sprøytestøpesystem designet spesielt for prosessering av flytende silikongummi (LSR). I motsetning til konvensjonelle termoplastiske sprøytestøpemaskiner, er LSR-klemmemaskiner konstruert for å håndtere de unike reologiske og termiske egenskapene til flytende silikon - et tokomponentmateriale som forblir flytende ved romtemperatur og vulkaniserer (herder) når det utsettes for varme inne i en lukket form. Maskinen klemmer formhalvdelene sammen under nøyaktig kontrollert trykk, injiserer den blandede LSR-blandingen inn i formhulen, påfører varme for å utløse herding, og åpner deretter for å frigjøre den ferdige delen.
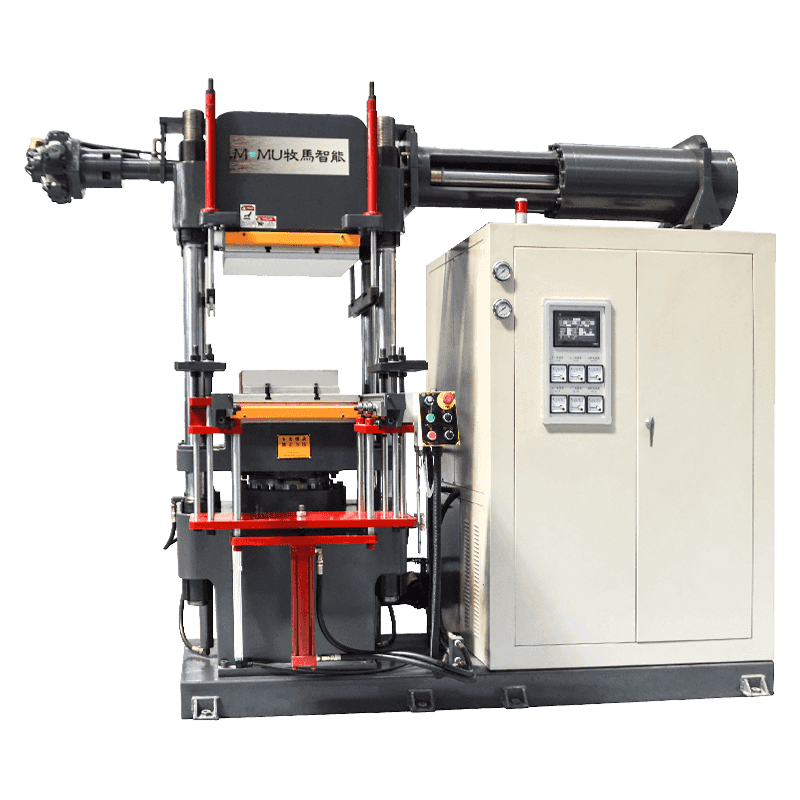
Disse maskinene er mye brukt på tvers av produksjon av medisinsk utstyr, bilkomponenter, forbrukerelektronikk, babyprodukter og industrielle tetningsapplikasjoner. Deres evne til å produsere svært presise, blitzfrie silikondeler i store volumer med minimalt avfall gjør dem til et essensielt utstyr uansett hvor LSR-komponenter kreves i produksjonsskala.
Hvordan formklemmesystemet fungerer i LSR-behandling
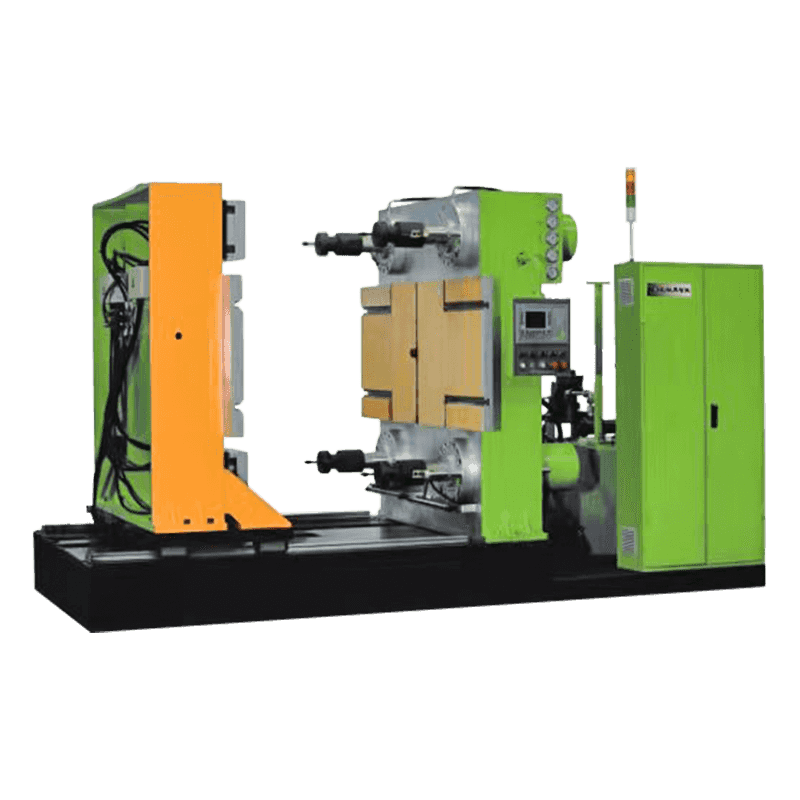
Formklemmeenheten er den strukturelle kjernen i enhver flytende silikonsprøytestøpemaskin. Dens primære funksjon er å holde de to halvdelene av formen sammen under tilstrekkelig kraft til å motstå injeksjonstrykket som påføres under materialfylling. I LSR-støping er injeksjonstrykket vanligvis lavere enn i termoplastisk formstøping, men klemsystemet spiller fortsatt en kritisk rolle for å sikre et perfekt forseglet formhulrom som forhindrer flamme – den tynne filmen av overflødig materiale som dannes ved skillelinjer når klemkraften er utilstrekkelig.
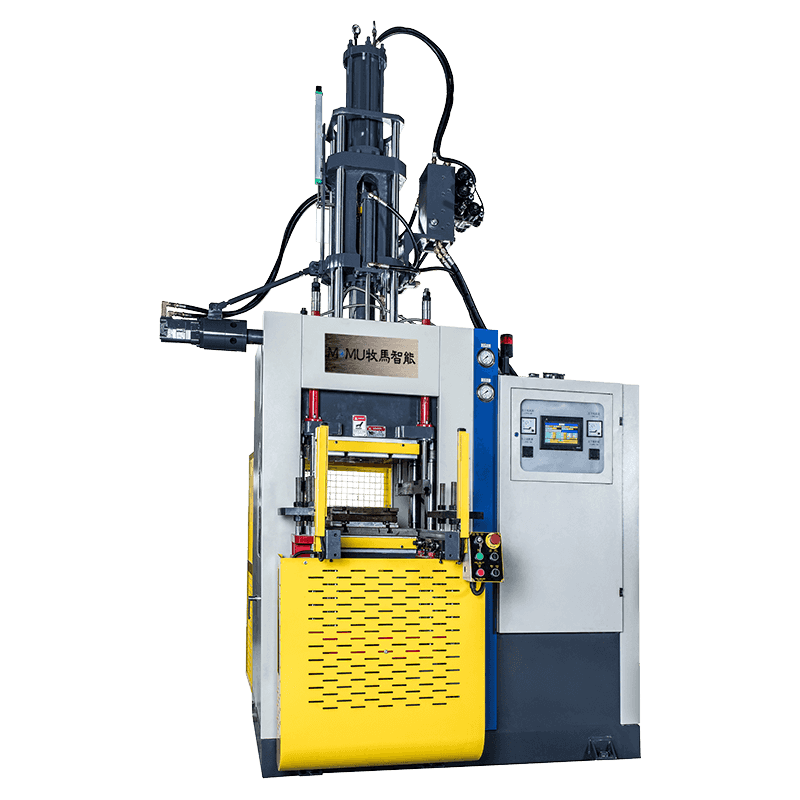
De fleste klemmaskiner for flytende silikonform bruker en hydraulisk eller servoelektrisk klemmemekanisme. Togglesystemet multipliserer kraften som genereres av den hydrauliske sylinderen eller servomotoren gjennom en mekanisk kobling, og oppnår svært høy klemmetonnasje med relativt kompakte aktuatorkomponenter. Under injeksjon låser klemsystemet formen i en lukket posisjon, og opprettholder konsistent trykk gjennom hele fyllings- og herdesyklusen. Når vulkaniseringen er fullført, åpnes klemmen, og et utstøtingssystem - vanligvis pneumatisk eller mekanisk - frigjør den ferdige delen fra formhulen.
Fordi LSR må holdes kaldt i fatet og injeksjonssystemet (for å forhindre for tidlig herding) mens selve formen varmes opp for å utløse vulkanisering, må klemenheten romme et termisk isolert formoppsett. Isolasjonsplater er vanligvis installert mellom formen og maskinplatene for å forhindre varmeoverføring fra den oppvarmede formen til maskinstrukturen, beskytte komponenter og opprettholde energieffektivitet.
Nøkkel tekniske spesifikasjoner å evaluere
Å velge riktig flytende silikonformklemmemaskin krever nøye oppmerksomhet til en rekke tekniske parametere. Hver spesifikasjon har en direkte innvirkning på kvaliteten på de støpte delene, syklustiden og utvalget av former og produkter maskinen kan romme.
Primære maskinspesifikasjoner
| Spesifikasjon | Typisk område / beskrivelse |
| Klemkraft | 50 kN til 10 000 kN (5 til 1 000 tonn) |
| Platestørrelse | Varierer etter maskintonnasje; må romme formdimensjoner |
| Muggtemperaturområde | 150 °C til 220 °C (302 °F til 428 °F) |
| Type injeksjonsenhet | Dedikert LSR doseringspumpesystem (A B komponenter) |
| Fattemperatur | Avkjølt til 5°C–15°C for å forhindre for tidlig herding |
| Kontrollsystem | PLS med berøringsskjerm HMI; programmerbare syklusparametere |
| Bindestangavstand | Definerer maksimal formbredde som kan installeres |
| Dagslys åpning | Maksimal avstand mellom platene når de er åpne |
Klemkraft er blant de mest kritiske parameterne. Det må være tilstrekkelig å holde formen forseglet mot injeksjonstrykk uten overklemming, noe som kan skade formskilleoverflater over tid. Å beregne den nødvendige klemkraften innebærer å multiplisere det projiserte området til formhulrommene med hulromstrykket, og legge til en sikkerhetsmargin på 10–20 % for å ta hensyn til prosessvariasjon.
LSR-doserings- og injeksjonssystemet
I motsetning til termoplastisk sprøytestøping hvor en enkelt harpiks smeltes og injiseres, krever LSR-behandling et to-komponent doseringssystem som nøyaktig måler og blander basissilikonforbindelsen (komponent A) og platinakatalysatoren (komponent B) i forholdet 1:1 før injeksjon. Den flytende silikonformklemmemaskinen er vanligvis sammenkoblet med en dedikert LSR-doseringspumpeenhet som trekker fra tilførselstromler, måler begge komponentene gjennom girpumper eller stempelpumper, blander dem gjennom en statisk blander og leverer den blandede blandingen til injeksjonsfatet.
Injeksjonsrøret og skruen er vannkjølte eller temperaturkontrollerte for å holde LSR ved en lav temperatur - typisk mellom 5 °C og 15 °C - for å forhindre for tidlig vulkanisering i matesystemet. Skruedesignet for LSR skiller seg fra standard termoplastskruer; den har vanligvis et lavere kompresjonsforhold og ingen sjekkring, da LSR ikke krever plastifisering på samme måte og flyter lett under lav skjærkraft. Injeksjonen kontrolleres av presis volumetrisk dosering i stedet for tilbakeskruing, noe som sikrer skudd-til-skudd-konsistens.

Pigmentinjeksjonssystemer er ofte integrert i doseringsenheten, slik at farge kan introduseres i nøyaktige mengder direkte i materialstrømmen for fargede LSR-produkter uten å forurense bulkforsyningstrommelene.
Formdesignkrav for LSR-klemmemaskiner
Formen som brukes i en flytende silikonformklemmemaskin har flere designkrav som skiller seg vesentlig fra termoplastiske former. Fordi LSR har svært lav viskositet og flyter lett under trykk, må formen maskineres til ekstremt trange toleranser ved skillelinjen - vanligvis innenfor 0,005 mm - for å forhindre dannelse av flash. Selv mindre hull ved skilleflaten lar LSR blø gjennom, og produserer tynne silikonfilmer som må fjernes manuelt og som reduserer delens kvalitet og utbytte.
Kritiske LSR-formdesignfunksjoner
- Cold Runner-systemer: LSR-former bruker ofte kaldløper- eller ventilstyrte kaldløpersystemer for å eliminere avfall fra innløp og løper, da LSR-løpere ikke kan males om og gjenbrukes når de er herdet.
- Vakuumventilasjon: Vakuumsystemer er integrert for å evakuere luft fra formhulen før injeksjon, og forhindrer luftinnfanging som vil forårsake tomrom eller ufullstendig utfylling av presisjonsdeler.
- Uniform formoppvarming: Elektriske varmeelementer eller oljebaserte varmekanaler må fordeles jevnt gjennom formen for å sikre konsistent herding over alle hulrom i verktøy med flere hulrom.
- Termiske isolasjonsplater: Installert mellom formbunnen og maskinplatene for å minimere varmetapet til maskinstrukturen og redusere energiforbruket under produksjonen.
- Avstøpningssystemer: Fordi herdet silikon er fleksibelt og vedheftende, må støpeformer inkludere effektive utstøtningsstifter, stripperplater eller luftblåsing for å frigjøre deler uten å rive eller forvrenge.
Bransjer og produkter som er avhengige av LSR-klemmemaskiner
Klemmemaskiner for flytende silikonform betjener et mangfold av industrier, drevet av den unike kombinasjonen av egenskaper som LSR tilbyr - biokompatibilitet, temperaturbestandighet, kjemisk treghet, optisk klarhet og langsiktig fleksibilitet. Presisjonen og repeterbarheten til klemme- og injeksjonsprosessen gjør disse maskinene godt egnet for krevende bruksområder der dimensjonskonsistens og materialintegritet ikke kan diskuteres.
- Medisinsk utstyr: LSRs biokompatibilitet gjør den ideell for tetninger, ventiler, katetre, åndedrettsmasker, høreapparatkomponenter og implanterbare enhetsdeler som krever samsvar med USP klasse VI eller ISO 10993.
- Bil: Tennpluggstøvler, pakninger, sensortetninger og væskebestandige O-ringer produseres vanligvis i LSR på grunn av dens evne til å tåle temperaturer fra -60 °C til 200 °C.
- Baby- og spedbarnsprodukter: Flaskenipler, smokker, bitringer og matetilbehør krever matkvalitets-, smaksnøytrale og steriliseringsbestandige egenskaper til LSR.
- Forbrukerelektronikk: Vanntette tastaturmembraner, knappetetninger, enhetsbånd og kabelgjennomføringer drar nytte av LSRs fleksibilitet og miljømotstand.
- Industriell forsegling: Spesialtilpassede pakninger, membraner, belg og tetninger for pumper, ventiler og væskehåndteringssystemer på tvers av kjemisk industri og næringsmiddelindustri.
Fordeler med å bruke en dedikert LSR-formklemmemaskin
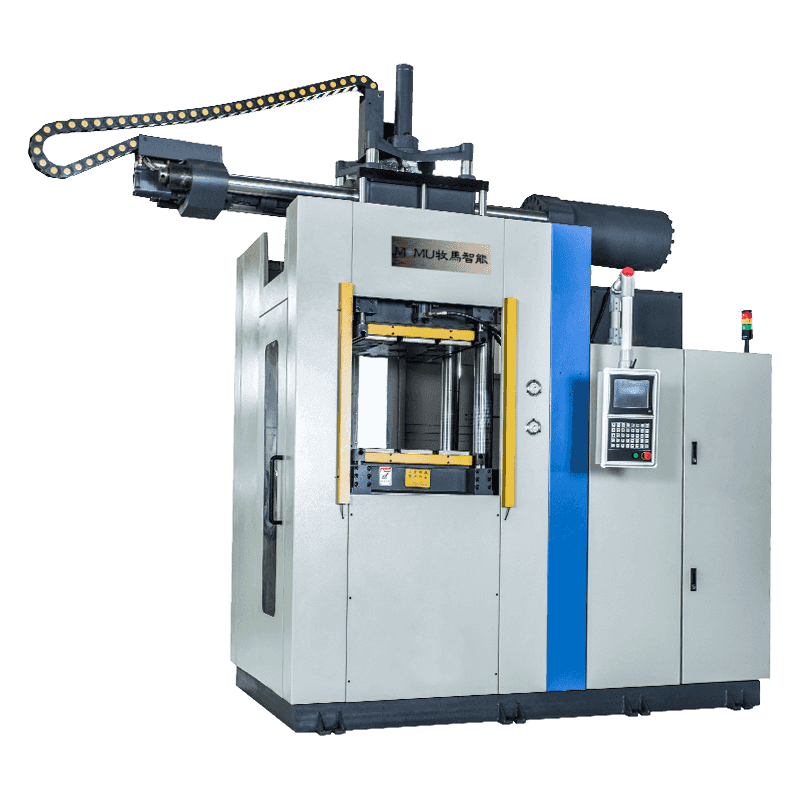
Mens noen produsenter forsøker å tilpasse standard termoplastiske sprøytestøpemaskiner for LSR-behandling, tilbyr dedikerte flytende silikonformklemmemaskiner betydelige drifts- og kvalitetsfordeler som rettferdiggjør investeringen for enhver seriøs LSR-produksjonsoperasjon.
- Presisjonsklemmekontroll: Spesialbygde klemmesystemer leverer konsekvent, målbar tonnasje med finjusteringsevne, som sikrer repeterbar formforsegling gjennom hver syklus.
- Integrert kaldinjeksjonssystem: Den avkjølte tønnen og skrueenheten er designet spesielt for LSR, og eliminerer kompromissene som kreves ved tilpasning av termoplastutstyr.
- Flash-fri produksjon: Høypresisjon plateparallellisme og kontrollert klemkraft muliggjør null-blits eller minimal flash-støping, og reduserer etterbehandlingsarbeid og materialavfall.
- Helautomatiske sykluser: Integrasjon med fjerning av robotdeler, synsinspeksjonssystemer og transportbåndsystemer muliggjør produksjon av lys-ut med minimal operatørintervensjon.
- Prosessdatalogging: Moderne LSR-klemmemaskiner registrerer injeksjonstrykk, formtemperatur, herdetid og klemkraftdata for hver syklus, og støtter kvalitetssporbarhet i regulerte industrier.
Hvordan velge riktig maskin for LSR-applikasjonen din
Å velge riktig flytende silikonformklemmemaskin begynner med en detaljert analyse av delene som skal produseres. Det projiserte området til det største formhulrommets layout bestemmer minimums klemkraften som kreves. Krav til skuddvolum, basert på delvekt og antall hulrom, bestemmer doseringssystemets kapasitet som trengs. Formens fysiske dimensjoner - høyde, bredde og stabelhøyde - må passe innenfor maskinens stempelstørrelse, avstand mellom båndstang og dagslysåpning.
Produksjonsvolummål og syklustidsforventninger bør også veilede maskinvalg. Former med høyere kavitasjon som kjører på maskiner med servoelektriske klemsystemer kan oppnå raskere tørkesyklustider og mer energieffektiv drift sammenlignet med helhydrauliske alternativer, noe som resulterer i lavere kostnad per del ved høye volum. For medisinske eller regulerte applikasjoner er det viktig å bekrefte at maskinen støtter 21 CFR Part 11-kompatible dataregistrering eller tilsvarende prosessdokumentasjonsstandarder før kjøp.
Til slutt bør ettersalgsservice, tilgjengelighet av reservedeler og teknisk støtte fra produsenten vurderes like nøye som maskinens tekniske spesifikasjoner. En godt støttet maskin med pålitelig lokal serviceinfrastruktur vil levere betydelig bedre langsiktig verdi enn et billigere alternativ med begrenset støttetilgang, spesielt i produksjonsmiljøer med høy etterspørsel der uplanlagt nedetid har en direkte innvirkning på leveringsforpliktelser og driftskostnader.