Hvordan en sprøytestøpemaskin for gummi fungerer
A gummisprøytestøpemaskin behandler rågummiblandinger til nøyaktig formede ferdige deler ved å tvinge oppvarmet, plastifisert gummimateriale under høyt trykk inn i et lukket formhulrom, hvor det vulkaniserer - kjemisk tverrbinder - til et stabilt, elastisk fast stoff. I motsetning til termoplastisk sprøytestøping, som smelter og omsmelter det samme materialet, er sprøytestøping av gummi avhengig av en irreversibel vulkaniseringsreaksjon utløst av varme og tid. Når gummien har herdet inne i formen, kan den ikke omsmeltes eller reformeres, noe som betyr at hver prosessparameter må slås inn riktig før full produksjon starter.
Prosessen begynner med at gummiblandingen mates inn i maskinens plasteringsenhet - typisk en skrue-og-tønnemontering - hvor den varmes opp til en nøye kontrollert forvarmetemperatur, typisk mellom 70 °C og 100 °C, som gjør den flytbar uten å utløse for tidlig vulkanisering. Skruerotasjonen homogeniserer massen og bygger injeksjonstrykket. Når formen er lukket og fastklemt, driver injeksjonsenheten den plastifiserte gummien gjennom en innløp, løpere og porter inn i formhulene. Selve formen varmes opp til en høyere temperatur - vanligvis mellom 160 °C og 200 °C - hvor vulkaniseringsmidlet aktiveres og gummien herder innen en definert herdetid før formen åpnes og delen kastes ut.
Kjernekomponenter og deres funksjoner
Å forstå den funksjonelle rollen til hver hovedkomponent hjelper operatører med å diagnostisere problemer, optimalisere prosessinnstillinger og ta informerte beslutninger når de sammenligner maskinspesifikasjoner fra forskjellige produsenter.
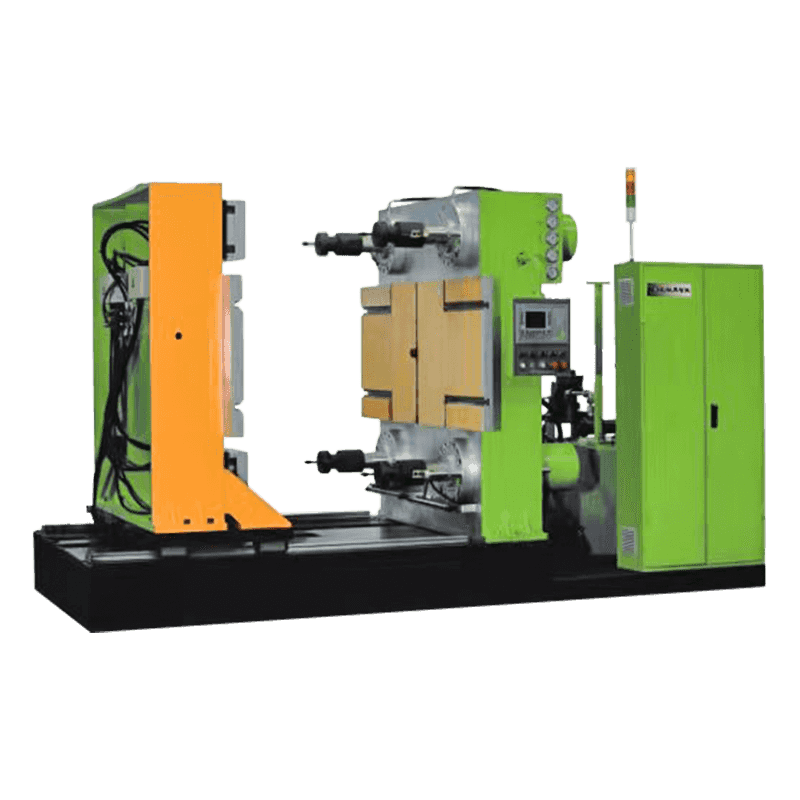
Injeksjonsenhet
Injeksjonsenheten består av et oppvarmet fat, en frem- og tilbakegående skrue og en dyse. Skruen har et dobbelt formål: den roterer for å mykgjøre og transportere gummiblandingen fremover, og fungerer deretter som et stempel for å sprøyte det akkumulerte materialet inn i formen. Skruegeometrien for gummi er forskjellig fra den som brukes i termoplastmaskiner - gummiskruer har vanligvis et lavere kompresjonsforhold og grunnere bevegelser for å unngå å generere overdreven friksjonsvarme som kan forårsake svie, som er for tidlig vulkanisering inne i tønnen før materialet når formen.
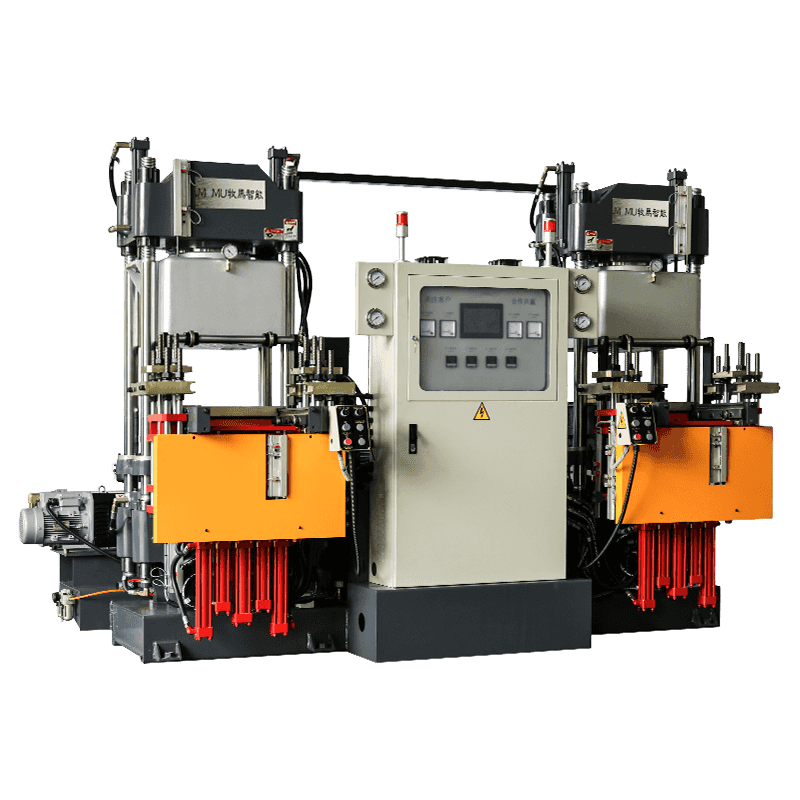
Klemmeenhet
Klemenheten holder de to halvdelene av formen sammen mot kraften som genereres av injeksjonstrykket. Klemkraften måles i kilonewton (kN) eller tonn og må overstige det projiserte arealet av formhulrommene multiplisert med injeksjonstrykket. Utilstrekkelig klemkraft forårsaker blink - tynne finner av overflødig gummi ved skillelinjen - noe som øker kostnadene gjennom trimming og kompromitterer delens dimensjonsnøyaktighet. De fleste gummiinjeksjonsmaskiner bruker hydrauliske klemsystemer, selv om vippeassisterte og direkte hydrauliske konfigurasjoner hver tilbyr forskjellige hastighets- og kraftkarakteristikk tilpasset forskjellige produksjonskrav.
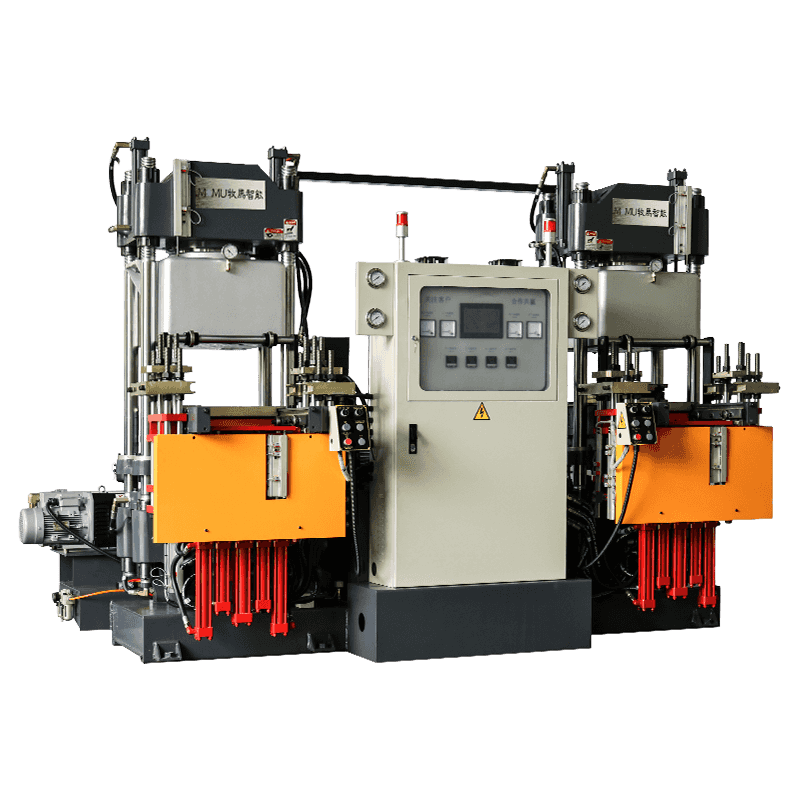
Mold og varmesystem
Formen er verktøyelementet som definerer geometrien til den ferdige delen. For gummiinjeksjon varmes former opp - oftest med elektriske patronvarmere eller sirkulerende varm olje - for å opprettholde en stabil vulkaniseringstemperatur over hele hulrommets overflate. Ensartet temperatur i formen er kritisk: varme punkter forårsaker overherding og forringede materialegenskaper, mens kalde flekker fører til underherdede deler som svikter i drift. Høykvalitetsformer inkluderer temperatursensorer plassert nær hvert hulrom for å tillate sanntidsovervåking og korreksjon under produksjon.
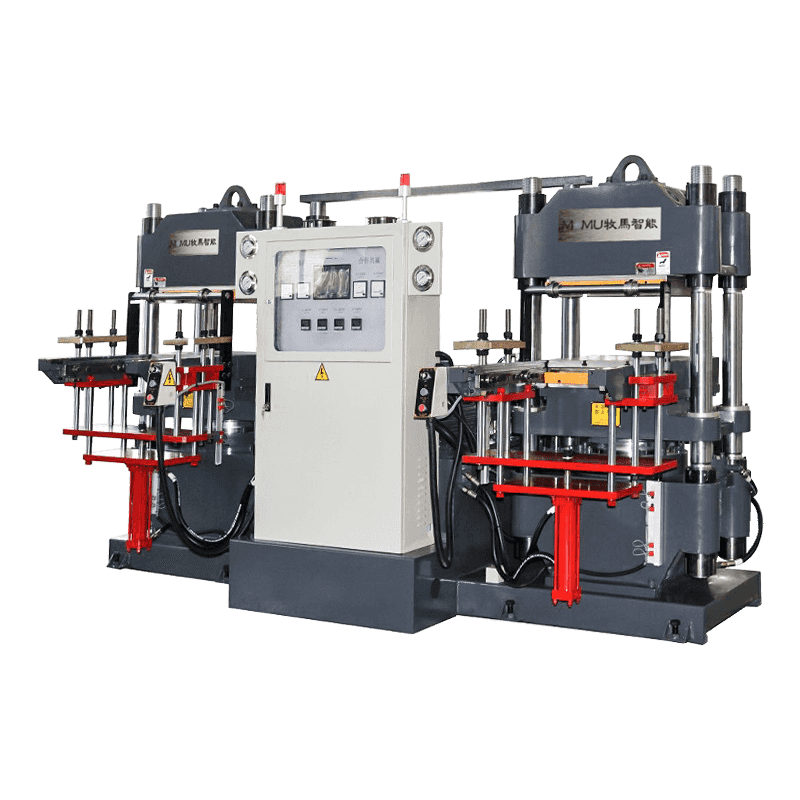
Kontrollsystem
Moderne gummisprøytestøpemaskiner er utstyrt med PLS-baserte eller PC-baserte kontrollsystemer som lar operatører programmere og lagre komplette prosessoppskrifter som dekker tønnetemperatursoner, injeksjonshastighetsprofiler, injeksjonstrykk, holdetrykk, herdetid, formtemperatur og utstøtingssekvens. Muligheten til å lagre og tilbakekalle oppskrifter er spesielt viktig i flerproduktanlegg der maskiner regelmessig byttes mellom forskjellige gummiblandinger og delgeometrier, som hver krever et særskilt sett med parametere.
Nøkkelprosessparametere hver operatør må kontrollere
Kvaliteten på sprøytestøpte gummideler bestemmes av hvor nøyaktig prosessparametrene er satt og vedlikeholdt gjennom en produksjonsserie. Følgende parametere samhandler med hverandre, noe som betyr at en endring i en ofte krever justering i andre for å opprettholde delkvaliteten.
| Parameter | Typisk rekkevidde | Effekt hvis for lav | Effekt hvis for høy |
| Fattemperatur | 70°C – 100°C | Dårlig flyt, ufullstendig fylling | Sviding, for tidlig kur |
| Muggtemperatur | 160°C – 200°C | Underherdede, svake deler | Overherdende, overflatenedbrytning |
| Injeksjonstrykk | 80 – 200 MPa | Korte skudd, tomrom | Blink, muggskader |
| Herdetid | 30 sek – 10 min | Klebrige, underherdede deler | Sprø, overherdede deler |
| Injeksjonshastighet | Applikasjonsspesifikk | Strikk linjer, ufullstendig fyll | Jetting, luftinnfanging |
Herdetid er parameteren som har mest direkte innvirkning på syklustiden og dermed produksjonen. Det må bestemmes ved reometertesting av den spesifikke gummiblandingen som brukes, da forskjellige formuleringer - naturgummi, EPDM, silikon, NBR, neopren - hver har sin egen vulkaniseringskinetikk. Forsøk på å forkorte herdetiden utover det kjemien til blandingen tillater resulterer i underherdede deler som kan bestå den første inspeksjonen, men mislykkes for tidlig i bruk.
Bransjer og applikasjoner der disse maskinene brukes
Gummisprøytestøpemaskiner betjener et bredt spekter av bransjer hvor stramme dimensjonstoleranser, konsistente materialegenskaper og høye produksjonsvolumer samtidig kreves. Bilsektoren står for en stor andel av den globale gummiinjeksjonsstøpingskapasiteten, og produserer tetninger, pakninger, gjennomføringer, vibrasjonsdempere, O-ringer og værfjerning – komponenter som må yte pålitelig over ekstreme temperaturområder og lange levetider. Gummideler i bilindustrien er vanligvis støpt av EPDM, NBR eller silikonblandinger valgt for deres motstand mot spesifikke væsker, temperaturer og miljøforhold.
Industrien for medisinsk utstyr er en annen stor bruker av sprøytestøping av gummi, spesielt for silikonkomponenter. Injeksjonsstøping av flytende silikongummi (LSR) er en spesialisert variant av prosessen som håndterer to-komponent platina-herdet silikonsystemer, og produserer deler som kirurgiske tetninger, kateterkomponenter, åndedrettsmasker og komponenter for legemiddellevering. LSR-støping krever dedikerte maskinkonfigurasjoner med avkjølte injeksjonsfat - det motsatte av konvensjonell gummistøping - fordi materialet herder raskt ved formtemperaturer, men må holdes kaldt i fatet for å forhindre for tidlig geldannelse.
- Bil: Dør- og vinduspakninger, motorpakninger, vibrasjonsisolatorer, bremsekomponenter, slangekoblinger og gjennomføringer under panseret som krever varme- og væskemotstand.
- Medisinsk og farmasøytisk: Silikonpropper for hetteglass, sprøytekomponenter, implanterbare forseglinger, membraner til åndedrettsapparat og væskebehandlingskomponenter som krever biokompatibilitet og steriliseringsmotstand.
- Elektronikk: Tastaturknapper, koblingstetninger, vibrasjonsdempende puter og kabinettpakninger som beskytter kretskort mot fuktighet og mekaniske støt.
- Industrielle maskiner: Hydrauliske tetninger, pneumatiske O-ringer, transportbåndkomponenter, pumpemembraner og koblingselementer som opererer under kontinuerlig mekanisk påkjenning.
- Forbruksvarer: Skosåler, håndtak, tetninger til kjøkkenapparater, komponenter til babyprodukter og deler til sportsutstyr hvor både taktil kvalitet og holdbarhet betyr noe.
Sammenligning av sprøytestøping av gummi med overførings- og kompresjonsstøping
Gummisprøytestøping er ikke den eneste tilgjengelige prosessen for produksjon av gummideler. Overføringsstøping og pressstøping er eldre, enklere alternativer som fortsatt er i utbredt bruk. Å forstå hvor hver prosess utmerker seg hjelper produsenter med å velge riktig metode for en gitt delgeometri, volumbehov og budsjett.
Kompresjonsstøping plasserer en forhåndsveid slump av uherdet gummi direkte inn i et åpent formhulrom, og lukker deretter formen under hydraulisk trykk og varme. Det er det enkleste og rimeligste verktøyalternativet, men gir høyere nivåer av flash, mindre dimensjonskonsistens og lengre syklustider sammenlignet med injeksjon. Det er fortsatt praktisk for store, enkle deler med lave produksjonsvolum der verktøykostnadsbegrunnelse er viktigere enn syklustidseffektivitet. Overføringsstøping bruker en gryte og stempel for å skyve gummi fra et reservoar gjennom innløpshull inn i en lukket form, noe som gir bedre dimensjonskontroll enn kompresjon, men produserer fortsatt avfallsmateriale fra overføringsbeholderen som må kasseres. Sprøytestøping eliminerer mesteparten av dette avfallet ved å injisere kun det nøyaktige skuddvolumet som trengs, gir de korteste og mest konsistente syklustidene og produserer den høyeste dimensjonsnøyaktigheten – noe som gjør det til den foretrukne prosessen der delvolumer og kvalitetskrav rettferdiggjør den høyere maskininvesteringen.

Hva du bør vurdere når du velger en sprøytestøpemaskin for gummi
Å velge riktig gummisprøytestøpemaskin for en spesifikk applikasjon krever evaluering av flere gjensidig avhengige spesifikasjoner i stedet for å fokusere på et enkelt tall som klemkraft eller skuddstørrelse isolert.
- Klemkraft: Beregn nødvendig klemkraft basert på projisert hulromsareal og forventet injeksjonstrykk. Inkluder alltid en sikkerhetsmargin på minst 10–15 % over det beregnede minimum for å ta hensyn til prosessvariasjoner.
- Skuddvolum og skruediameter: Maskinens skuddkapasitet må komfortabelt romme delvekten pluss løpesystemets vekt uten å overstige 80 % av det maksimale skuddvolumet, noe som sikrer jevn materialhomogenisering på hver syklus.
- Sikkerhet ved svie: Evaluer maskinens tønnedesign og temperaturkontrollpresisjon. Maskiner beregnet for varmefølsomme eller hurtigherdende forbindelser trenger tett sonet tønnetemperaturkontroll og skruedesign med kort oppholdstid for å forhindre svie.
- Størrelse på formplaten og dagslys: Bekreft at maskinens platedimensjoner og maksimale formåpningsavstand (dagslys) er kompatible med formdimensjonene og delens høyde ved utkast.
- Styresystemevne: For flerproduktfasiliteter, prioriter maskiner med oppskriftslagring, prosessdatalogging og fjernovervåkingsevne for å støtte kvalitetssporbarhet og redusere oppsetttiden mellom jobbene.