Hva er en LSR sprøytestøpemaskin?
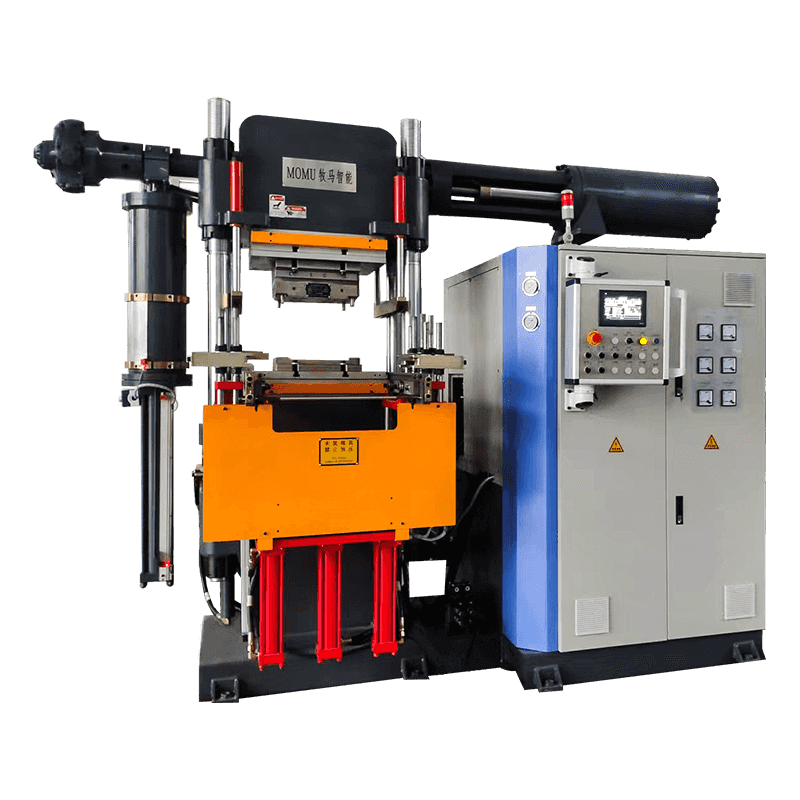
An LSR sprøytestøpemaskin er et spesialisert produksjonssystem designet for å behandle flytende silikongummi (LSR) til presisjonsstøpte deler gjennom en lukket, automatisert injeksjonssyklus. I motsetning til termoplastisk sprøytestøping, som smelter faste pellets og sprøyter dem inn i en avkjølt form, fungerer LSR-støping omvendt: den to-komponent flytende silikonen holdes kald under injeksjon og herdes deretter inne i en oppvarmet form gjennom en platina-katalysert vulkaniseringsreaksjon. Denne grunnleggende forskjellen i materialoppførsel driver nesten hver designbeslutning i LSR-spesifikt maskineri - fra det temperaturkontrollerte fatet og målesystemet til klemenheten og formkonstruksjonen.
LSR-maskiner brukes på tvers av et bredt spekter av bransjer der silikons kombinasjon av fleksibilitet, termisk stabilitet, biokompatibilitet og kjemisk motstand er nødvendig. Medisinsk utstyr, spedbarnsprodukter, biltetninger, forbrukerelektronikkkomponenter og industrielle membraner er blant de vanligste bruksområdene. Å forstå maskinens arbeidsprinsipper, viktige undersystemer og utvalgskriterier er avgjørende for ingeniører og innkjøpsfagfolk som vurderer LSR-produksjonsevnen.
Hvordan LSR sprøytestøping fungerer: kjerneprosessen
LSR leveres som et todelt system: Komponent A inneholder basispolymeren og platinakatalysatoren, mens komponent B inneholder tverrbinderen og inhibitoren. De to komponentene lagres i separate tromler og mates gjennom en måle- og blandeenhet - typisk en statisk blander - som kombinerer dem i et nøyaktig 1:1-volumforhold. Opprettholdelse av nøyaktig forholdsnøyaktighet er avgjørende fordi ethvert avvik endrer herdekjemien og produserer deler med inkonsekvent hardhet, ufullstendig herding eller overflateklebrighet.
Etter blanding injiseres den kombinerte LSR i en oppvarmet form - vanligvis holdt mellom 160 °C og 220 °C - der platinakatalysatoren driver rask tverrbinding. Herdetider avhenger av delens geometri, veggtykkelse og formtemperatur, men de fleste produksjonssyklusene varierer fra noen få sekunder for tynnveggede deler til flere minutter for tykkere komponenter. Fordi den herdede silikonen krymper litt når den kryssbindes, må formdesignen ta hensyn til denne dimensjonsendringen for å holde stramme toleranser i den ferdige delen.
Selve injeksjonsenheten må avkjøles – vanligvis vannkjølt til rundt 10–15 °C – for å forhindre for tidlig herding i tønnen før haglet når formen. Dette kaldløpssystemet, ofte utvidet inn i innløps- og løpergeometrien inne i formen, minimerer materialavfall ved å holde LSR i sin uherdede flytende tilstand opp til porten, og deretter lar varmeforskjellen mellom den kalde løperen og den varme formhulen utløse herding nøyaktig der det er nødvendig.
Nøkkelundersystemer til en LSR-sprøytestøpemaskin
Måle- og doseringsenhet
Måleenheten er det mest kritiske undersystemet som er unikt for LSR-behandling. Den trekker de to LSR-komponentene fra tromler under trykk ved hjelp av pneumatisk eller servodrevne stempelpumper, opprettholder et presist volumetrisk forhold gjennom hele skuddet, og leverer det blandede materialet til injeksjonsenheten uten å tilføre luft. Avanserte målesystemer oppnår forholdsnøyaktighet innenfor ±0,5 % på tvers av produksjonskjøringer og inkluderer kontinuerlige overvåkingssensorer som utløser alarmer hvis forholdet avviker utover en fastsatt toleranse. Den statiske blanderen – et passivt spiralformet element som begge komponentene mates gjennom – oppnår homogen blanding uten bevegelige deler, noe som reduserer vedlikeholdsbehov sammenlignet med dynamiske blandealternativer.

Injeksjonsenhet
Injeksjonsenheten for LSR skiller seg fra termoplastenheter på flere viktige måter. Skruegeometrien bruker en grunn flygedybde og lavt kompresjonsforhold for å unngå å generere friksjonsvarme som vil herde materialet i løpet for tidlig. Hele tønnen er dekket med en vannkjølingskrets. Injeksjonshastighet og trykk er servostyrt for å sikre konsistente fyllegenskaper på tvers av hvert skudd, og injeksjonsenheten opererer vanligvis ved betydelig lavere trykk enn termoplastiske systemer - vanligvis mellom 500 og 1500 bar - fordi LSRs lave viskositet krever mindre kraft for å fylle formhulen.
Klemmeenhet
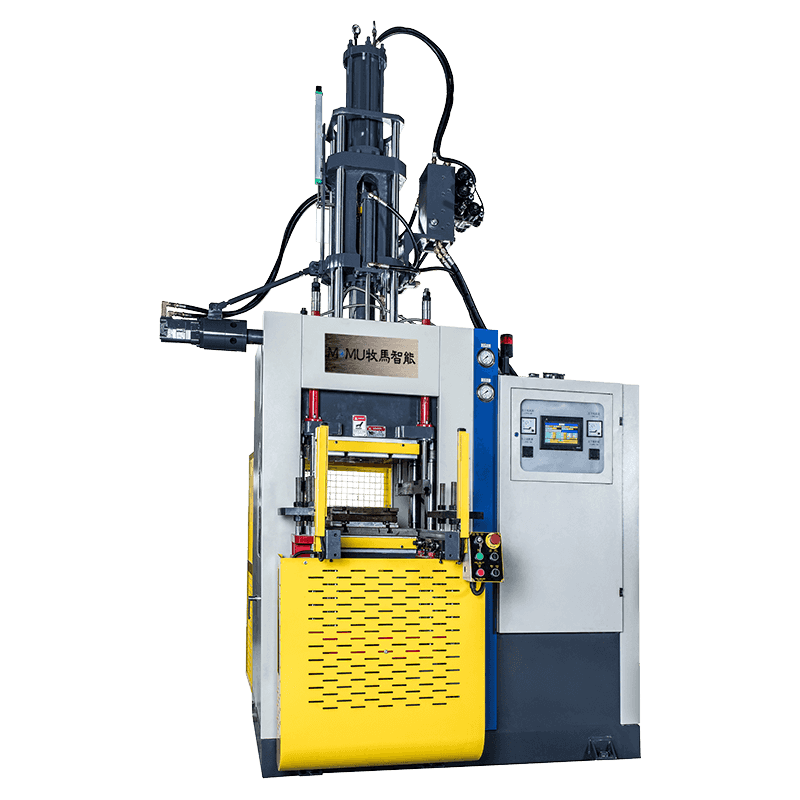
LSR-former krever svært høy klemkraft per enhet projisert delareal sammenlignet med termoplast, fordi den lave viskositeten til LSR betyr at den vil blinke over selv minimale skillelinjegap hvis klemkraften er utilstrekkelig. Vippe- og hydrauliske klemsystemer brukes begge, og helelektriske maskiner foretrekkes i økende grad i renromsmiljøer på grunn av deres renhet, repeterbarhet og energieffektivitet. Krav til klemkraft beregnes basert på hulromstrykket multiplisert med det projiserte arealet til delen pluss løpesystemet.
Sammenligning av LSR-maskiner: Hydraulisk vs. helelektrisk
| Funksjon | Hydraulisk LSR-maskin | Helelektrisk LSR-maskin |
| Repeterbarhet | Bra | Utmerket |
| Renromsegnethet | Begrenset (risiko for oljeforurensning) | Høy (ingen hydraulikkvæske) |
| Energiforbruk | Høyere | 30–60 % lavere |
| Kapitalkostnad | Lavere | Høyere |
| Støynivå | Høyere | Lavere |
| Vedlikehold | Hyppigere (hydrauliske tetninger) | Mindre hyppig |
| Beste applikasjonspassform | Industrideler med høy kraft | Medisinske, matkvalitets presisjonsdeler |
Bransjer og applikasjoner som driver LSR-maskinetterspørselen
Veksten av LSR-sprøytestøping som produksjonsmetode er direkte knyttet til det voksende settet av industrier som er avhengig av silikons materialegenskaper i krevende sluttbruksmiljøer. Hver bransje har spesifikke krav som former hvordan LSR-maskiner må konfigureres og valideres.
- Medisinsk utstyr: LSRs biokompatibilitet under ISO 10993-standarder og evne til å steriliseres ved autoklavering, EtO og gammastråling gjør det til det foretrukne materialet for katetre, åndedrettsmasker, tetninger for implanterbare enheter og kirurgiske instrumentgrep. Maskiner som brukes til medisinsk LSR-produksjon er vanligvis helelektriske, renromskompatible og utstyrt med full prosessdokumentasjon for overholdelse av regelverk.
- Spedbarns- og babyprodukter: Smokker, flaskenipler og produkter for tannlegging krever matkontaktsikker silikon fri for myknere og BPA. LSR-kvaliteter sertifisert i henhold til FDA 21 CFR og EU 10/2011 matkontaktforskrifter er standard, og produksjonsmiljøer må oppfylle strenge hygienekontroller.
- Bil: LSR brukes til gummitetninger, tennpluggstøver, sensortetninger og komponenter under panseret som må tåle vedvarende temperaturer fra -50°C til 200°C. Høyvolums bilproduksjon bruker vanligvis hydrauliske maskiner med multi-cavity cold-runner former for kostnadseffektivitet.
- Forbrukerelektronikk: Vanntette pakninger, knappemembraner, øreplugger og tetninger til bærbare enheter representerer et raskt voksende segment. Tynnveggede deler med høy presisjon med stramme dimensjonstoleranser er vanlige, og favoriserer helelektriske maskiner med høy injeksjonshastighetskontroll.
- Industriell tetning: Pumpemembraner, ventiltetninger og kjemikaliebestandige pakninger utnytter silikonets motstand mot ozon, UV-stråling og et bredt spekter av kjemikalier. Disse har en tendens til å være tykkere deler produsert på hydrauliske maskiner med lavere kavitasjon.
Kritiske faktorer ved valg av en LSR-sprøytestøpemaskin
Å velge en LSR-maskin krever evaluering av tekniske spesifikasjoner i sammenheng med dine spesifikke deler, produksjonsvolumer og forskriftsmiljø. Flere faktorer avgjør konsekvent om en maskininvestering gir forventet avkastning.
Skuddstørrelse og klemkraft må tilpasses den projiserte delen og løpeområdet i stedet for å beregnes løst. LSRs lave viskositet betyr at selv en beskjeden klemkraftmangel resulterer i flash — en tynn film av herdet silikon ved skillelinjen som krever manuell trimming og øker skrothastigheten. Beregn nødvendig klemkraft ved minimum 0,3 til 0,5 tonn per kvadratcentimeter av projisert hulromsareal, og dimensjoner maskinen med margin over dette tallet for å imøtekomme fremtidige formtilsetninger eller designendringer.
Temperaturkontrollpresisjon over formen er like viktig som maskinens klem- og injeksjonsytelse. Ujevn formtemperatur gir deler med inkonsekvent herding, dimensjonsvariasjoner og overflatedefekter. Vurder om maskinens formtemperaturkontroller støtter sonebasert temperaturkartlegging og om formdesignen gir tilstrekkelig varmekanaldekning. I medisinske presisjonsapplikasjoner er formtemperaturvariasjoner på mer enn ±2°C over hulromsoverflaten vanligvis uakseptabelt.
Mulighet for prosessovervåking og datalogging har blitt uomsettelige for regulerte bransjer. Moderne LSR-maskiner integrerer hulromstrykksensorer, injeksjonshastighet og trykkprofiler, logging av formtemperatur og verifisering av måleforhold i et enhetlig prosessovervåkingssystem. Disse dataene kreves for prosessvalidering i henhold til FDA 21 CFR Part 820 og ISO 13485 for medisinsk utstyr, og etterspørres i økende grad av bilkunder på nivå 1 som en del av PPAP-dokumentasjonspakker.
Vanlige prosessfeil og hvordan man kan forhindre dem
Selv velspesifiserte maskiner produserer defekter når prosessparametere drift eller muggforhold ikke vedlikeholdes ordentlig. Å gjenkjenne de grunnleggende årsakene til vanlige LSR-defekter er avgjørende for prosessingeniører som er ansvarlige for produksjonskvalitet.
- Flash: Forårsaket av utilstrekkelig klemkraft, slitte skillelinjeoverflater eller for høyt injeksjonstrykk. Adresser ved å verifisere klemkraftberegninger, inspisere formtilstanden og redusere injeksjonshastigheten under fyllingsfasen.
- Ufullstendig utfylling / kort bilde: Resultatet av utilstrekkelig injeksjonstrykk, blokkerte porter eller LSR som har delvis herdet i løperen før den når hulrommet. Kontroller portdiameteren, kontroller at tønnetemperaturen er innenfor målområdet for kaldløperen, og inspiser for herdingshemning fra kontaminering.
- Overflate klebrighet: Indikerer underherding, oftest forårsaket av feil A:B-forhold, for lav formtemperatur eller utilstrekkelig herdetid. Bekreft doseringsforholdet med en kontrollert dispenseringstest, sjekk jevnhet i formtemperaturen og forleng herdetiden hvis dimensjonstoleranser tillater det.
- Luftinnfangning / tomrom: Luft innført under blanding eller injisert med materialet produserer bobler i den herdede delen. Sørg for at målesystemet er skikkelig renset før produksjon, og kontroller at injeksjonshastigheten ikke er så høy at luft trekkes inn i portområdet foran LSR-strømningsfronten.
- Dimensjonsvariasjon mellom skudd: Vanligvis knyttet til inkonsekvens i måling, svingninger i tønnetemperaturen eller variabel herdetid på grunn av temperaturdrift i formen. Gjennomgå prosessovervåkingslogger for å identifisere hvilken variabel som korrelerer med dimensjonsforskyvning, og rekalibrer det relevante delsystemet.